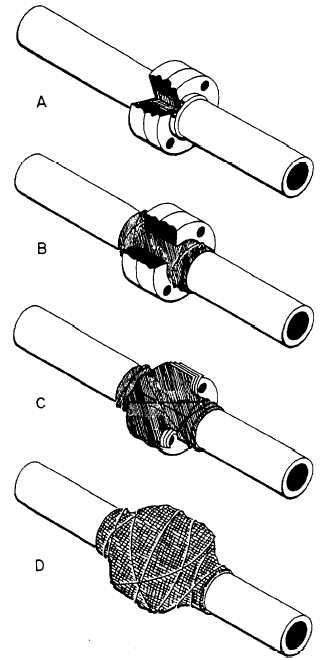
Figure 2-30.—Flange rupture patch.
shape of an X to have the woven roving cloth conform
to the center of the rupture and the flange edges. Con-
tinue to the opposite end of the patch and tie securely in
place.
SAFETY RULES.— The following safety pre-
cautions should be observed by all personnel when
they are working with plastic materials:
1. Provide forced intake and exhaust ventilation;
this is particularly important when heat and resultant
fumes are given off.
2. Wear long-sleeved coveralls, long-sleeved neo-
prene gloves, knee-high rubber boots, and goggles.
3. Immediately relieve and treat anyone evidenc-
ing sensitization.
4. Wash hands frequently. (Personal cleanliness is
your most important and effective protection.)
5. Do not expose yourself to or breathe the noxious
fumes given off during cure.
6. Avoid spilling plastic materials. Keep kraft pa-
per in areas where material is likely to spill or drip.
7. Keep the resin and liquid hardener off skin
areas, wherever possible. Use protective ointment. If
contaminated, remove material as soon as possible,
using soap and hot water.
8. Keep the resin and liquid hardener out of the
eyes. If contaminated, immediately flush with water for
at least 15 minutes and obtain medical treatment.
9. Wash gloves and goggles immediately after
each use with a good detergent.
Aboard ship, these precautions should be taken as
far as possible but not to such an extent as to delay vital
repair measures. Reasonable care in the handling of
materials and thorough washing after their use should
suffice. Since it appears that resins and liquid hardeners
do not have primary irritant qualities, they maybe used
aboard ship without any trouble, except a possible rare
case of sensitivity.
An ideal plastic patch is one that can be applied
and cured in the shortest time possible and maintains
the desired tightness. The primary factor controlling
kick-over time is the temperature of the resin and
hardener before mixing. To effect the cure in the
shortest time possible, you must contain the heat gen-
erated in the patch. This is done by creating a mass
about the break in the pipe or bulkhead rupture by
using an impregnated woven roving cloth. You can
see that the correct amount of mass is necessary to
have an effective patch. It is also important that the
patch cool readily, for you cannot restore pressure to
the system until the patch cools to about 150°F. The
net result is that you buildup a mass about the rupture
that gives you the patch with the most desirable char-
acteristics in the shortest time possible.
2-21