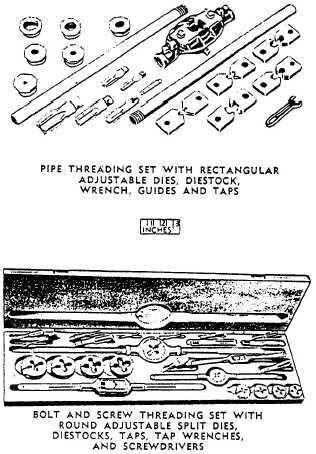
bolts. Figure 2-14 illustrates a typical threading set
for pipe, bolts, and screws.
Never attempt to sharpen taps or dies.
Sharpening of taps and dies involves several highly
precise cutting processes that involve the thread
characteristics and chamfer. These sharpening
procedures must be done by experienced personnel to
maintain the accuracy and the cutting effectiveness
of taps and dies.
Keep taps and dies clean and well oiled when not
in use. Store them so they do not contact each other
or other tools. For long periods of storage, coat taps
and dies with a rust-preventive compound, place in
individual or standard threading set boxes, and store
in a dry place.
SCREW AND TAP
EXTRACTORS
Screw extractors are used to remove broken
screws without damaging the surrounding material
Figure 2-14.—Threading sets.
or the threaded hole. Tap extractors are used to
remove broken taps.
Some tap extractors (fig. 2-15, view A) are
straight, having flutes from end to end. These extrac-
tors are available in sizes to remove broken screws
having 1/4- to 1/2-inch outside diameters (O.D.). Spi-
ral tapered extractors (fig. 2-15, view B) are sized to
remove screws and bolts from 3/16-inch to 2 1/8-
inches O. D..
Most sets of extractors include twist drills and a
drill guide. Tap extractors are similar to the screw
extractors and are sized to remove taps ranging from
3/16- to 2 1/8-inches O. D..
To remove a broken screw or tap with a spiral
extractor, first drill a hole of proper size in the screw
or tap. The size hole required for each screw extractor
is stamped on it. The extractor is then inserted in the
hole and turned counterclockwise to remove the de-
fective component.
If the tap has broken off at the surface of the
work, or slightly below the surface of the work, the
straight tap extractor shown in figure 2-15, view A,
may re-move it. Apply a liberal amount of penetrating
oil to the broken tap. Place the tap extractor over the
broken tap and lower the upper collar to insert the
four sliding
Figure 2-15.—Screw and tap extractors.
2-10