
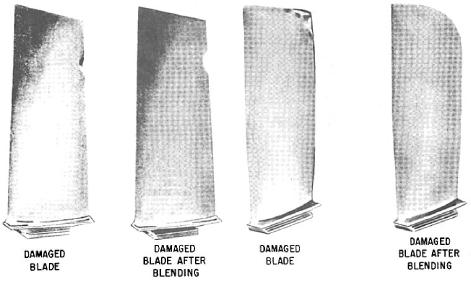
Figure 10-5.-Compressor blade repair.
compressor stator. The inspection and repair of air
as viewed from the front. Install blades in their
inlet guide vanes and swirl vanes on engines require
correct numbered position. Make sure new blades are
the use of a strong light. Attach this light to a rigid
correctly numbered for the blades they replace.
support to enable positioning in hard-to-reach areas.
NOTE: The blade part number follows a
Inspect all sections of both screen assemblies for
change designation number. Never take
breaks, rips, or holes. Screens may be tin-dipped to
this number as the moment weight
tighten up the wire mesh, provided the wires are not
code of the blade. The code letter i s
worn too thin. If the frame strip or lugs have
stamped adjacent to, but not following,
separated from the screen frames, rebrazing may be
the part number.
necessary.
Compressor Stator Vanes
Inspect guide and swirl vanes for looseness.
Inspect the outer edges of the guide vanes. Pay
particular attention to the point of con-tact between
Pitting or corrosion, if within the allowed
the guide and swirl vanes. Check for cracks and dents
tolerance, is not serious on the compressor stator
due to the impingement striking of foreign particles.
vanes of axial-flow engines. Do not attempt to repair
Also, inspect the edges of the swirl vanes. Inspect the
any vane by straightening, brazing, welding, or
downstream edge of the guide vanes very closely, as
soldering. Use crocus cloth, fine files, and stones to
cracks are more prevalent in this area. Cracks which
blend out damage. Remove a minimum of material,
branch in such a manner that a piece of metal could
and leave a surface finish comparable to that of a new
fall into the compressor are cause for rejection.
part. The purpose of this blending is to minimize
stresses, which concentrate at dents, scratches, and
Blending of hollow vanes on the concave and
cracks. Maximum blend out limit damage greater
convex surfaces, including the leading edge, is
than 50 percent of the stator assembly vanes requires
limited, Some small, shallow dents are acceptable.
assembly replacement. When vanes are damaged, to
The damage may be rounded or gradual contour type,
the maximum blend out limit in any 60-degree sector
but not a sharp or V-type. Do not allow any cracked
of one stage, replace the assembly. Send parts
or torn vane material to exist in the damaged area.
damaged beyond maximum repair limits to overhaul
for repair and replacement of vanes. The use of
Blend the trailing edge if one-third of the weld
prebored compressor vane and shroud assemblies
seam
remains
after
repairs.
See
permits the replacement of one-half of any low-
10-9

