Use a deburring tool to remove burrs from the
NOTE: A flareless-tube connector may be
inside and outside of tube. Remove filings, chips, and
used as a presetting tool in case of an
grit from inside the tube. Clean the tube. Select the
emergency. However, when connectors are
proper size die blocks, and place one-half of the die
used as presetting tools, aluminum connectors
block into the flaring tool body with the countersunk
should be used only once, and steel
end towards the ram guide. Install the nut and sleeve,
connectors should not be used more than five
and lay the tube in the die block with 1/2 inch
times.
protruding beyond countersunk end. Place the other
half of the die block into the tool body, close latch
plate, and tighten the clamp nuts fingertight. Insert
the upset flare punch in the tool body with the gauge
end toward the die blocks. The upset flare punch has
one end counterbored or recessed to gauge the amount
of tubing needed to form a double lap flare. Insert the
ram and tap lightly with a hammer or mallet until the
upset flare punch contacts the die blocks, and the die
blocks are set against the stop plate on the bottom.
Use a wrench to tighten the latch plate nuts
alternately, beginning with the closed side, to prevent
distortion of the tool. Reverse the upset flare punch;
insert the upset flare punch and ram into the tool body.
Tap lightly with a hammer or mallet until the upset
flare punch contacts the die blocks. Remove the upset
flare punch and ram. Insert the finishing flare punch
and ram.
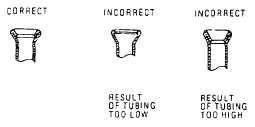
Tap the ram lightly until a good seat is
formed (fig. 6-14). Check the seat at intervals during
the finishing operation to avoid overseating.
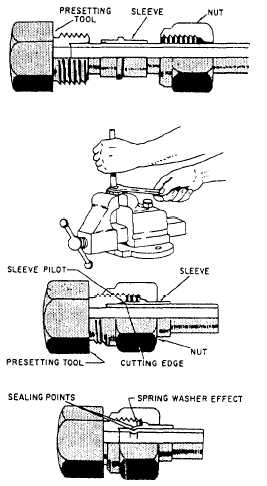
Special procedures are used in the presetting
operation. Select the correct size presetting tool or a
flareless fitting body. Clamp the presetting tool or
flareless fitting body in a vise. Slide a nut and then a
sleeve onto the tube, and make sure the pilot and
cutting edge of the sleeve points toward the end of
tube. Select the lubricant from table 6-4, and
lubricate fitting threads, tool seat, and shoulder
sleeve. Place the tube end firmly against the bottom
of the presetting tool seat, while slowly screwing the
nut onto the tool threads with a wrench until the tube
Flareless Fitting
Preparing tube ends for flareless fitting requires a
presetting operation whereby the sleeve is set onto the
tubing. Presetting is necessary to form the seal
between the sleeve and the tube without damaging the
connector. Presetting should always be accomplished
with a presetting tool, such as the one shown in
figure 6-15. These tools are machined from tool steel
and hardened so that they may be used with a
minimum of distortion and wear.
Figure 6-14.—Tube position and resulting flare.
Figure 6-15.—Presetting flareless-tube assembly.
6-12