Figure 13-3.—Rivet sets.
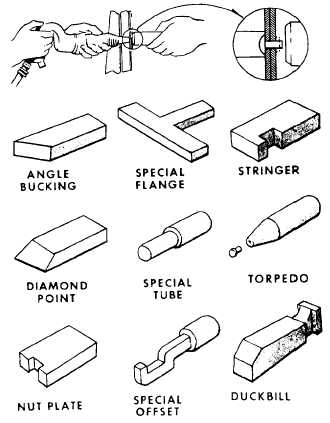
Bucking Bars
Bucking bars are tools used to form bucktails (the
head formed during riveting operations) on rivets.
They come in many different shapes and sizes, as
shown in figure 13-4.
Bucking bars are normally
made from an alloy steel similar to tool steel. The
particular shape to be used depends upon the location
and accessibility of the rivet to be driven. The size
and weight of the bar depend on the size and alloy of
the rivet to be driven. Under certain circumstances,
and for specific rivet installations, specially designed
bucking bars are manufactured locally. These bars
are normally made from tool steel. The portion of the
bar designed to come in contact with the rivet has a
polished finish.
This helps to prevent marring of
formed bucktails. Bucking-bar faces must be kept
smooth and perfectly flat and the edges and corners
rounded.
NOTE: Never hold a bucking bar in a vise
unless the vise jaws are equipped with
protective covers to prevent marring of the
bucking bar.
A satisfactory rivet installation depends largely
on the condition of the bucking bar and your ability to
use it.
If possible, hold the bucking bar in such a
manner that will allow the longest portion of the bar to
be in line with the rivet. You should hold the bucking
bar lightly but firmly against the end of the rivet shank
so as not to unseat the rivet head. The inertia of this
tool provides the force that bucks (upsets) the rivet
and forms a flat, headlike bucktail.
Hole Finder
A hole finder is a tool used to transfer existing
holes in aircraft structures or skin to replacement skin
or patches. See figure 13-5. The tool has two leaves
parallel to each other and fastened together at one end.
The bottom leaf of the hole finder has a teat installed
near the end of the leaf that is aligned with a bushing
on the top leaf. The desired hole to be transferred is
located by fitting the teat on the bottom leaf of the
hole finder into the existing rivet hole. The hole in the
new part is made by drilling through the bushing on
the top leaf. If the hole finder is properly made, holes
drilled in this manner will be perfectly aligned. A
separate duplicator must be provided for each
diameter of rivet to be used.
Figure 13-4.—Bucking bars.
Figure 13-5.—Hole finder.
13-3