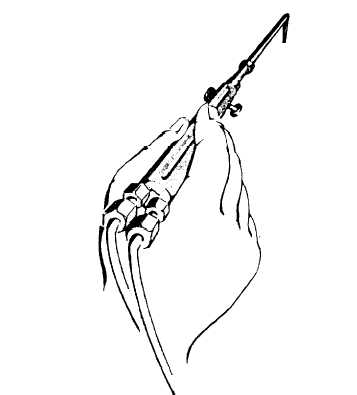
Figure 15-30.—Welding light gauge metals.
dirt or slag in the end of the tip. A backfire is rarely
dangerous, but the molten metal may be splattered when
the flame pops.
A flashback is the burning of the gases within the
torch, and it is dangerous. It is usually caused by loose
connections, improper pressures, or overheating of the
torch. A shrill hissing or squealing noise accompanies a
flashback; and unless the gases are turned off
immediately, the flame may burn back through the hose
and regulators and cause great damage. The cause of a
flashback should always be determined, and the trouble
remedied before relighting the torch.
Fundamental Welding Techniques
The composition, thickness, shape, and position of
the metal to be welded govern the techniques to be used.
The fundamental techniques that apply to different
thicknesses, shapes, and positions of the metal to be
welded are discussed in the following paragraphs.
HOLDING THE TORCH.—The proper method to
use in holding the torch depends upon the thickness of
the metal being welded. For light gauge metal, hold the
torch as shown in figure 15-30, with the hose draped
over the wrist. For heavier work, hold the torch as shown
in figure 15-31.
Figure 15-31.—Welding heavy plate.
Hold the torch so that the tip is in line with the joint
to be welded, and inclined between 30° and 60° from
the perpendicular. The exact angle depends upon the
type of weld to be made, the amount of preheating
necessary, and the thickness and type of metal. The
thicker the metal, the more vertical the torch must be for
proper heat penetration. The white cone of the flame
should be held about 1/8 inch from the surface of the
base metal.
If the torch is held in the correct position, a small
puddle of molten metal will form. The puddle should be
composed of equal parts of the two pieces being welded.
After the puddle appears, begin the movement of the tip
in a semicircular or circular motion. This movement
assures an even distribution of heat on both pieces of
metal. The speed and motion of the torch are learned
only by practice and experience.
FOREHAND WELDING.—Forehand (also called
“puddle welding” or “ripple welding”) is the oldest
method of welding. The rod is kept ahead of the tip in
the direction in which the weld is being made. Point the
flame in the direction of the weld, and hold the tip at an
angle of about 45° to 60° to the plates (fig. 15-32). This
position of the flame preheats the edges you are welding
just ahead of the molten puddle. By moving the tip and
15-24