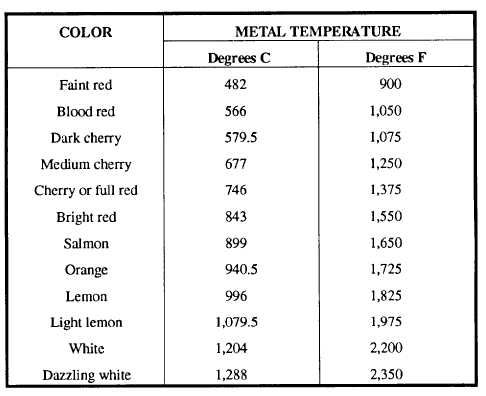
Table 15-1.—Color Chart for Steel at Various Temperatures
3. An article should be quenched in such a manner
For many articles, a bath of water covered by a film
that all parts will be cooled uniformly and with the least
possible distortion.
4. Irregularly shaped sections should be immersed
in such a manner that the area with the biggest section
enters the bath first.
Quenching Media.—In certain cases water is used
in the quenching of steel during the hardening process.
The water bath temperature is normally held at 18°C
(65°F). For specific applications, other bath temper-
atures may be used; however, cold water may warp or
crack the part, and hot water may not produce the
required hardness.
A 10-percent salt brine solution is used when higher
cooling rates are desired. A 10-percent salt brine solution
is made by dissolving .89 pounds of salt per gallon of
water.
Oil is much slower in action than water, and the
tendency of heated steel to warp or crack when
quenched may be greatly reduced by its use.
Unfortunately, parts made from high-carbon steel will
not develop maximum hardness when quenched in oil
unless they are quite thin in cross section. In aircraft
parts, however, it is generally used, and is recommended
in all cases where it will produce the desired degree of
hardness.
of oil is occasionally used. When the steel is plunged
through this oil film, a thin coating will adhere to it. This
action retards the cooling of the water slightly, thus
reducing the tendency to crack due to contraction.
Straightening of Parts Warped in Quenching.—
Warped parts must be straightened by first heating to
below the tempering temperature of the article, and then
applying pressure. This pressure should be continued
until the piece is cooled. It is desirable to retemper the
part after straightening at the straightening temperature.
No attempt should be made to straighten hardened steel
without heating, regardless of the number of times it has
been previously heated. Steel in its hardened condition
cannot be bent or sprung cold with any degree of safety.
TEMPERING.—Steel that has been hardened by
rapid cooling from a point slightly above its critical
range is often harder than necessary, and generally too
brittle for most purposes. In addition, it is under severe
internal strain. To relieve the strains and reduce brittle-
ness, the metal is usually tempered. This is accom-
plished in the same types of furnaces that are used for
hardening and annealing.
As in the case of hardening, tempering temperatures
may be approximately determined by color. These
colors appear only on the surface and are due to a thin
15-41