The valve body is bored and machined smooth
inside to receive the valve seat. O-rings are provided as
a seal between the valve body and the seat. The lower
portion of the valve body has an inside machined recess
for insertion of a V-ring packing assembly. The V-ring
packing prevents leakage between the stem and valve
body.
Valve Seat
The valve seat is a hollow, machined, cylindrical
piece of bronze. One end is flanged and is bolted to the
valve body, and the opposite end is machined to form a
mating surface (seat) for the valve stem. Four vertical
elongated holes are machined in the seat to allow fluid
to enter the valve from the accumulator.
Valve Stem
The valve stem is a round piece of machined steel
with a shoulder machined midway between the top and
bottom. This shoulder mates with the valve seat and
blocks fluid flow through the retract valve during
arrestment and from the accumulator to the engine
cylinder until retraction is desired.
Plunger
The plunger is a round piece of machined steel that
is blind bored at one end to receive the shank of the
valve stem. The plunger and valve stem are connected
by a dowel pin. The opposite end of the plunger has a
machined clevis and is externally threaded just below
the clevis. The threaded portion is for an adjusting nut
and a locknut used to adjust the stroke of the plunger
and valve stem. The stroke is adjusted to 0.678 (11/16)
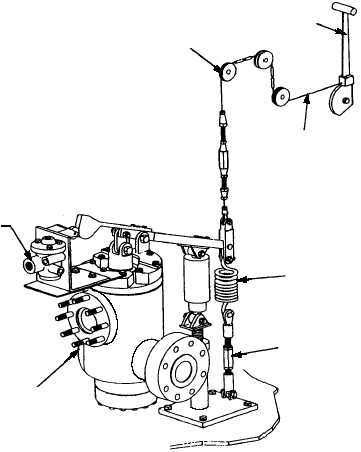
of an inch. The clevis connects the operating lever and
the plunger. The opposite end of the operating lever is
connected to a tie rod, a return spring, and a control
cable by another clevis. The control cable is attached to
the T-shaped retracting handle at the deckedge control
station. See figure 3-7.
RETRACTING LEVER
There is a retracting lever (fig. 3-8) for each
arresting engine located at the deckedge control station.
The retracting lever provides a remote means of
opening the retracting valve from a location where the
operator will have full visibility of recovery operations.
3-11
AIR VALVE
(PENDANT
ENGINES)
ABE30308
RETRACT LEVER
PULLEY
CONTROL
CABLE
RETURN SPRING
TURNBUCKLE
VALVE BODY
Figure 3-8.—Retracting valve and controls.