
damage them. Never use brakes for bending metal that
is beyond the machine's capacity with respect to
thickness, shape, or type. Never try to bend rod, wire,
strap iron, or spring steel sheets in a brake. If it is
necessary to hammer the work, take it out of the brake
first.
FORMING MACHINES.--A sheet metal object
made on a brake will have corners (bends) and sides
(flanges). On a forming machine, it is possible to make
an object without sides. For example, you can make a
circular object such as a funnel. The forming machines
used in the Navy are usually located at aircraft
intermediate maintenance departments (AIMDs). The
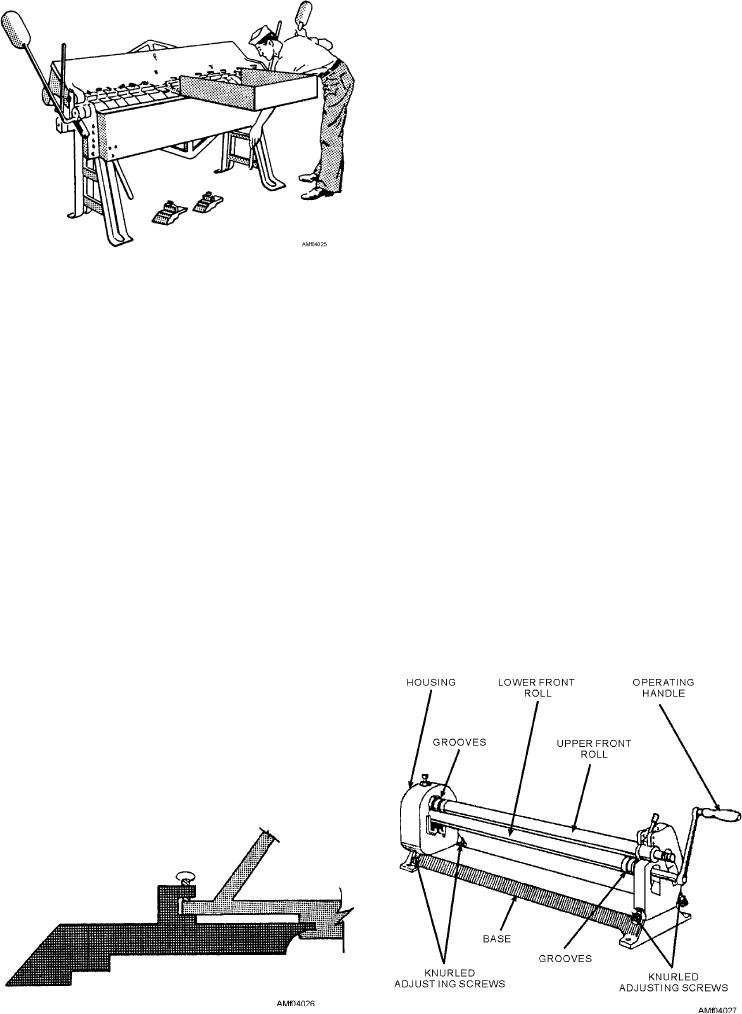
Figure 4-25.--Box and pan brake being used to form box.
two most common machines are the slip roll and the
rotary.
BOX AND PAN BRAKE.--The box and pan
Slip-Roll Forming Machine.--Sheet metal can be
brake, shown in figure 4-25, is often called the "finger
formed into curved shapes over a pipe or a mandrel, but
brake" because it does not have a solid upper jaw as
the slip-roll forming machine is easier to use and
does the cornice brake. Instead, it is equipped with a
produces more accurate bends. Rolling machines are
series of steel fingers of varying widths. The finger
available in various sizes and capacities. Some are hand
brake can be used to do everything that the cornice
operated, like the one shown in figure 4-27, and others
brake can do and several things that the cornice brake
are power operated.
cannot do.
The machine shown in the illustration has two rolls
The finger brake is used to form boxes, pans, and
in the front and one roll at the rear. You can adjust
other similarly shaped objects. If these shapes were
screws on each end of the machine to control the
formed on a cornice brake, you would have to
distance between the front rolls. By varying the
straighten part of the bend on one side of the box in
adjustments, the machine can be used to form
order to make the last bend. With a finger brake, you
cylinders, cones, and other curved shapes. The front
simply remove the fingers that are in the way and use
rolls grip the metal and pull it into the machine;
only the fingers required to make the bend.
therefore, the adjustment of distance between the two
The fingers are secured to the upper leaf by
front rolls is made on the basis of the thickness of the
thumbscrews, as shown in figure 4-26. All the fingers
sheet being worked.
that are not removed for an operation must be securely
seated and firmly tightened before the brake is used.
To keep brakes in good condition, you should keep
the working parts well oiled and be sure the jaws are
free of rust and dirt. When you operate brakes, be
careful to avoid doing anything that would spring the
parts, force them out of alignment, or otherwise
Figure 4-26.--Finger secured in box and pan brake.
Figure 4-27.--Slip-roll forming machine.
4-14