
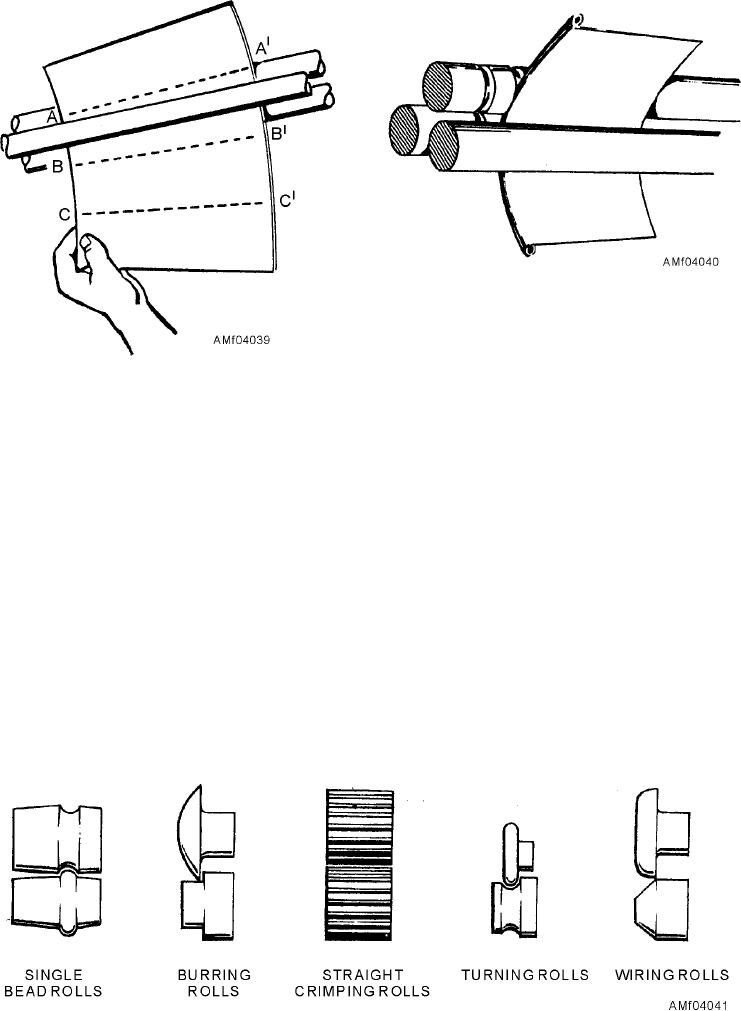
Figure 4-40.--Rolling a wired edge.
Beads may also be placed on sheet stock that is to be
welded. There are several different types of beading
rolls. Those shown in figure 4-41 are single bead rolls.
Figure 4-39.--Rolling a conical shape.
When you are beading, the groove should not be made
too deeply in a single rotation, as this tends to weaken
they can be made with the rolls parallel. See figure
the metal.
4-39. To make a cone with the rolls parallel, the sheet
must be fed through the rolls in such a manner that the
TURNING ROLLS.--Turning rolls are used for
element lines (A-A', B-B', etc., in the illustration) pass
turning an edge to receive a stiffening wire. When you
over the rear roll in a line parallel to the roll. This
are turning an edge, rest the cylinder to be wired on the
involves slipping the large end of the cone through the
lower wheel and press against the gauge. The gauge is
rolls at a slightly faster rate than the rate at which the
adjusted according to the size of wire to be used. With
small end is being rolled through.
the work set in place, bring the upper roll down until it
grips the metal. Turn the crank slowly while you are
The grooves at the ends of the rolls can be used to
holding the metal so that the metal will feed into the
form circles of wire or rod. They can also be used to roll
rolls. Continue to press against the guide. After the first
wired edges, as shown in figure 4-40.
revolution, gradually raise the metal until it touches the
outer face of the top roll. Remove the stock by raising
Rotary Forming
the top roll.
The roll dies are installed on the rotary machine to
WIRING ROLLS.--Wiring rolls are used to
perform a specific forming operation.
finish the wired edges prepared in the turning rolls. To
BEADING ROLLS.--Beading rolls are used for
use the wiring rolls, you should adjust the top roll so
turning beads (grooves) on tubing, cans, and buckets.
that it is directly above the point on the lower roll where
Figure 4-41.--Roll dies used on a rotary machine.
4-22

