
securely together. It is important that the sheets be held
Locations for the rivet holes should be center
firmly together near the area of the rivet being driven.
punched and the drilling done with a power drill, either
electric or pneumatic. Electric drills constitute a fire
To adjust the speed of the gun, place it against a
hazard when you are drilling on or near an aircraft. The
block of wood. Never operate a rivet gun without
hazard is caused by the arcing of the brushes.
resistance against the set. The vibrating action may
Therefore, the pneumatic drill should be used. The
cause the retaining spring to break, allowing the set to
center punch mark should be large enough to prevent
fly out.
the drill from slipping out of position, but must not be
made with enough force to dent the surrounding
material. All burrs must be removed by using a larger
WARNING
size drill or by using a deburring tool.
A rivet set can be a deadly weapon. If a rivet set is
Flush Riveting
placed in a rivet gun without a set retainer and the
throttle of the gun is opened, the rivet set may be
In aircraft construction, manufacturers are
projected like a bullet. This may cause severe injury
eliminating protruding-head rivets on the exterior
to a person or destruction of equipment.
surfaces. In fabricating stressed metal skin, all exposed
rivet heads must be countersunk to lie flush with the
The gun should be adjusted so the rivet can be
outer surface of the skin. It is essential to provide an
driven in the shortest possible time, but you must take
aerodynamically smooth surface. See figure 4-45.
care not to drive the rivet so hard or in such a manner as
Flush rivets are more difficult to install because the
to dimple the metal. Practice will enable you to
parts being riveted must be countersunk. Another
properly adjust a gun for any type of work.
hazard is the closeness of the rivet set to the metal
The rivet should be pushed into proper position and
during riveting. If considerable skill is not used, the
held there firmly, with the set of the rivet gun resting
rivet set will damage the metal. Flush rivets are made
squarely against the rivet head. The bucking bar is held
with heads of several different angles, but the
firmly and squarely against the protruding rivet shank.
100-degree rivet is standard for all Navy aircraft.
(In most instances, another person, called the "bucker"
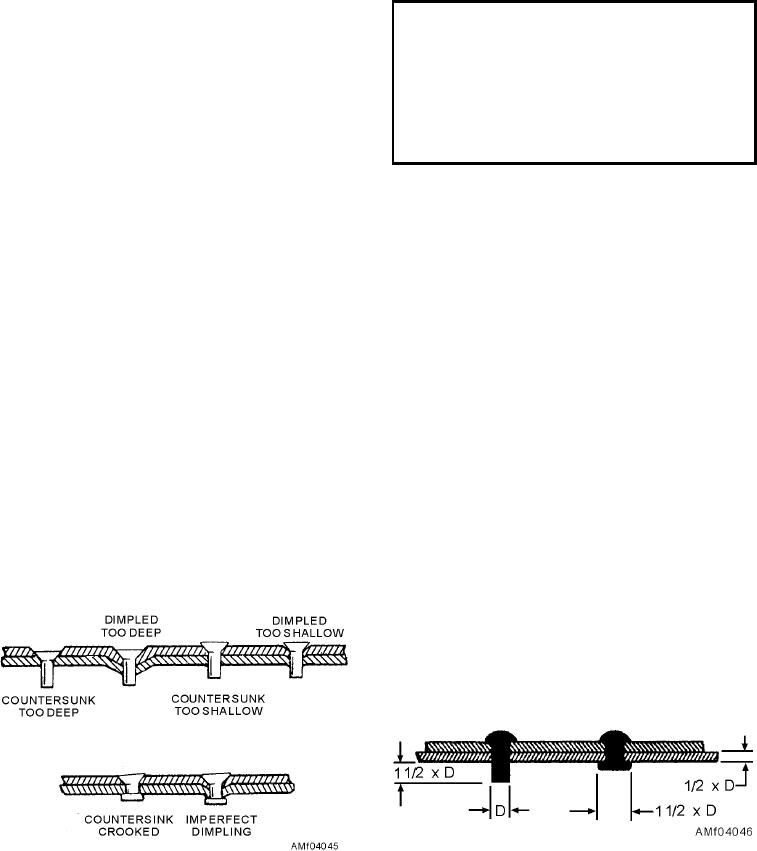
The two methods used to countersink flush rivets
must manipulate the bucking bar.) The gunner then
are dimple and machine countersinking. In some
exerts pressure on the trigger and starts driving. The
instances, a combination of the two may be used; in
gun must be held tightly against the rivet head, and it
other words, the top sheet of an assembly may be
must not be removed until the trigger has been released.
dimpled while the under sheet is machine countersunk.
The bucker removes the bucking bar and checks the
upset head after the gunner has stopped driving. A
Rivet Driving
signal system is usually employed to develop the
necessary teamwork, and consists of tapping lightly
Before driving any rivets, make sure all the holes
against the work. One tap may mean, "not fully driven,
line up perfectly, all the shavings and burrs have been
hit it again"; two taps may mean "good rivet"; three taps
removed, and the parts to be riveted are fastened
may mean, "bad rivet, remove and drive another."
The upset head, often referred to as the bucktail,
should be 1 1/2 times the original diameter of the shank
in width and 1/2 times the original diameter in height,
as shown in figure 4-46. If the head formed is narrower
Figure 4-45.--Incorrect countersinking.
Figure 4-46.--Rivet dimensions before and after bucking.
4-25

