
Aerodynamic Smoothness
High-performance aircraft depend on smooth
external surfaces to minimize drag. During initial
fabrication, smoothness requirements are specified,
usually by defining zones where different levels of
aerodynamic smoothness are required. These most
critical zones include leading edges of wings and tails,
forward nacelles and inlet areas, forward fuselages, and
overwing areas of the fuselage. The least critical zones
include trailing edges and aft fuselage areas.
Repair Tools
Drill motors should be capable of speeds of 2,000
to 5,000 rpm. These drills should be equipped with feed
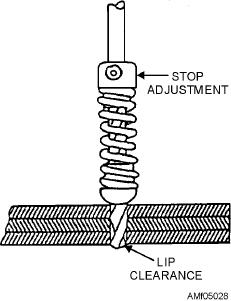
Figure 5-28.--Drill stop.
rate limiting surge controls to prevent backside
breakout caused by feeding the drill too fast and
excessive heat buildup from feeding the drill too slow.
Q5-19.
"As is" damage is classified as what type of
Feed rates should not exceed 30 seconds per inch, with
damage?
10 to 15 seconds per inch producing the best results on
Q5-20.
Damage to the aircraft's skin that cannot be
graphite-epoxy composites. The drill should be turning
allowed to remain "as is" is classified as what
full speed prior to surface contact and during
type of damage?
withdrawal from completed holes. These holes should
be drilled slightly undersize and reamed to the required
Q5-21.
Where can you find information about
size. The various types of drill bits used for drilling
structural damage classification, inspection
composites are either twist, flat fluted/spade/dagger,
procedures, typical repair procedures, and
single flute, or piloted countersink, and they are made
tool and materials lists?
out of carbide or carbon steel.
Q5-22.
What is the classification of damage when
A drill stop (fig. 5-28) is an adjustable spring
water gets trapped in a honeycomb area?
damper that is attached to the drill bit shank. This
Q5-23.
What enables you to identify and classify
mechanically stops the drill at a predetermined depth
aircraft damage by confining the repairs to
prior to exiting the material backside, thus reducing
load-carrying requirements?
backside breakout caused by the follow through. Firm
pressure is required to overcome this spring tension for
Q5-24.
What are the most critical zones in defining
the drill to penetrate the laminates backside.
aerodynamic smoothness of control surfaces?
Routers are high-speed, hand-held, portable cutters
Q5-25.
What is a good tool for removing small areas
used for removing damaged skin or core materials.
of damage on laminates, although it has a
They are designed to operate on shop air at speeds of
tendency to damage the honeycomb core?
25,000 to 40,000 rpm. Routers are normally used with a
template to define a smooth regular cut with the depth
HAZARDS AND SAFETY
of the cut set and locked.
PRECAUTIONS
Hole saws are good for removing small areas of
LEARNING OBJECTIVE: Identify safety
damage on laminates, although they have a tendency to
precautions peculiar to working with advanced
damage honeycomb rather than cut it. Hole saws also
composites materials.
easily clean up damages, providing a good surface for
repairs. Backup plates should be taped to the backside
The issue of personal health and safety is
of the material being sawed to prevent backside
paramount when working with composite materials.
breakout. Fine tooth metal or diamond saws work the
With the rapid development of the new material
best for sawing laminates.
systems, the full effect of hazards to personnel has not
been determined; however, sensible shop practices and
5-23

