
arc length cause automatic changes in welding current,
SHIELDING GAS.--Shielding gases in the gas
which compensate for the arc-length change. If the arc
metal-arc process are used primarily to protect the
length becomes shorter, the welding current
molten metal from oxidation and contamination. Other
automatically increases. This causes the wire to melt
factors must be considered, however, in selecting the
faster and the arc length to increase. The reverse
right gas for a particular application. Shielding gas can
happens if the arc is lengthened during welding.
influence arc and metal transfer characteristics, weld
penetration, width of fusion zone, surface-shape
WIRE FEEDING MECHANISM.--The wire
patterns, welding speed, and undercut tendency. Inert
feeding mechanism automatically drives the electrode
gases, such as argon and helium, provide the necessary
wire from the wire spool to the welding gun and arc at a
shielding because they do not form compounds with
uniform rate. The speed of the wire feeding mechanism
any other substance and are insoluble in molten metal.
is adjustable, so that the wire-feed speed can be set to
When used for welding ferrous metals, arc action may
equal the melting rate. If the drive unit is designed to be
be erratic and the metal transfer globular. Therefore, it
used with a constant-voltage power source, the speed is
is necessary to add controlled quantities of reactive
set before welding starts, and remains constant during
gases to achieve good arc action and metal transfer with
welding. If the unit is to be used with a constant-current
these materials.
voltage power source, the drive unit speed is varied
Helium is preferable for welding thick materials,
automatically by an electronic control device.
especially those with high heat conductivity, such as
WELDING GUN.--The function of the welding
copper, aluminum, and some copper-base alloys.
gun is to deliver the wire, shielding gas, and welding
Helium has a higher ionization potential, which results
current to the arc area. Guns are either the push or pull
in a greater weld heat at a given amperage. Argon is
type. The pull gun has drive rolls that pull the welding
more suitable for use with lighter-gauge materials and
wire from the wire feeder, and the push gun has the wire
materials of lower heat conductivity because it
pushed to it by drive rolls in the wire feeder itself.
produces lower weld heat.
Both guns have a trigger switch that controls the
GMA Welding Techniques
wire feed and arc as well as the shielding gas. When the
trigger is released, the wire feed, arc, and shielding gas
Before you start to weld with GMA welding
stop immediately. With some equipment, a timer is
equipment, be sure that all controls are properly
included to permit the shielding gas to flow for a
adjusted, all connections are correctly made, and that
predetermined time to protect the weld until it
all safety precautions are being observed. Wear
solidifies.
protective clothing, including a helmet with a suitable
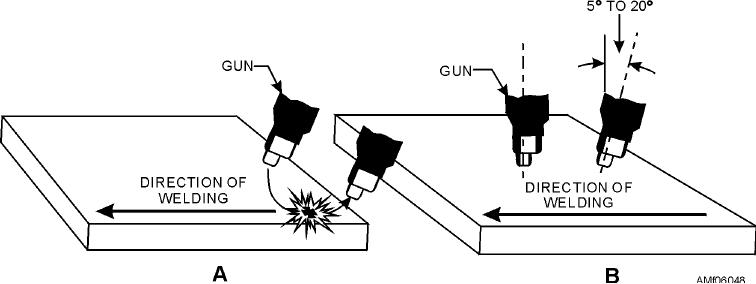
Guns are available with a straight or curved nozzle.
filter lens. Hold the welding torch at an angle of
The curved nozzle provides easy access to intricate
between 5 and 20 to the work, as shown in view B of
joints and difficult to weld patterns.
figure 6-48. Support the weight of the welding cable
Figure 6-48.--Gas metal-arc welding. (A) striking the arc; (B) gun angle.
6-33

