
increased aircraft weight and higher landing and
takeoff speeds. Carrier operations place extra demands
on the tire maintenance. In many cases tire failures are
attributed to material failures and/or manufacturing
defects when actually improper maintenance was the
underlying cause. Poor inspection, improper buildup,
operation of tires in an underinflated or overinflated
condition are common causes for tire failure. Strict
adherence to proper inspection procedures and
maintenance instructions is mandatory. This will
ensure that sound tires with minor discrepancies will
not be removed prematurely, unsafe tires will be
replaced before flight, and worn tires will be removed
at the proper time to permit rebuilding.
During the mounting, dismounting, and inflating of
tires, safety is paramount. Compressed air and nitrogen
present a safety hazard if the operator is not aware of
the proper operation of the inflation equipment and the
characteristics of the inflation medium. It is also very
important to know the wheel type and be familiar with
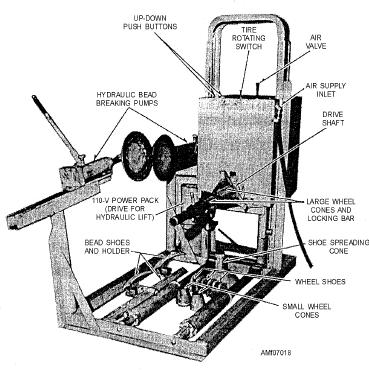
Figure 7-18.--Aircraft wheel holder and tire bead-breaking
the manufacturer's recommended procedure before you
machine.
attempt to dismount a tire. For specific precautions
concerning a particular installation, you should always
consult the applicable MIM.
designed for use at shore-based facilities. The Lee-IX
model is an explosionproof version of the Lee-I, and is
Dismounting
intended for shipboard use.
An example of the steps used for bead breaking
In the tire shop, you should recheck tires for
using the Lee-I equipment follows:
complete deflation before disassembling the wheel and
breaking the bead of the tire. Breaking the bead means
1. Ensure the tire is completely deflated.
separating the bead of the tire from the wheel flange.
2. Determine the type and size of the wheel to be
When a tire has been completely deflated and set aside
dismounted, and assemble the proper parts on the drive
to await the bead-breaking operation, the valve core
shaft.
should be removed and a deflated tire tag installed on
the valve stem. The tire tags should be so constructed as
3. Push the outer centering rollers toward the
not to be installable unless the valve core has been
front of the machine, and roll the wheel (positioned
removed. Refer to figure 7-5.
with the lockring side facing outward for demountable
flange wheels) on the outer centering rollers. You
BREAKING THE BEAD.--The use of proper
should use the up and down push buttons to raise or
equipment for breaking the bead of the tire away from
lower the drive shaft to the proper height for the wheel
the wheel flange will save materials and man-hours.
being dismounted. Push the wheel onto the drive shaft.
Aircraft tires, inner tubes, and wheels can be damaged
If an open-rimmed tire assembly is being dismounted,
beyond repair by improper mounting and dismounting
omit step 4 and proceed to step 5.
equipment and procedures. Always refer to the
applicable manufacturer's operating manual prior to
4. Insert the locking bar and turn it about 90
using this equipment. The equipment shown in figure
degrees counterclockwise. Mount the wheel cone on
7-18 is recommended in NAVAIR 04-10-506. Other
the locking bar and insert the locking pin.
commercially available or locally fabricated equipment
5. Push the air valve switch to the right. This will
that uses either a hydraulically actuated cylinder or a
clamp the wheel on the drive shaft.
mechanically actuated device may also be used,
provided the equipment will not damage the tires or
6. Use the UP push button to raise the center of
wheels. The bead-breaking equipment shown in figure
the wheel to line up with the center of the
7-18 is available in two models. The Lee-I model is
bead-breaking disc.
7-15

