
VALVE SEAT SERVICE.--If a replaceable seat
is badly worn or ground down, replace it with a new
one. Remove the old seat either with a puller or by
ASf03050
drilling it on two opposite sides, and then breaking it in
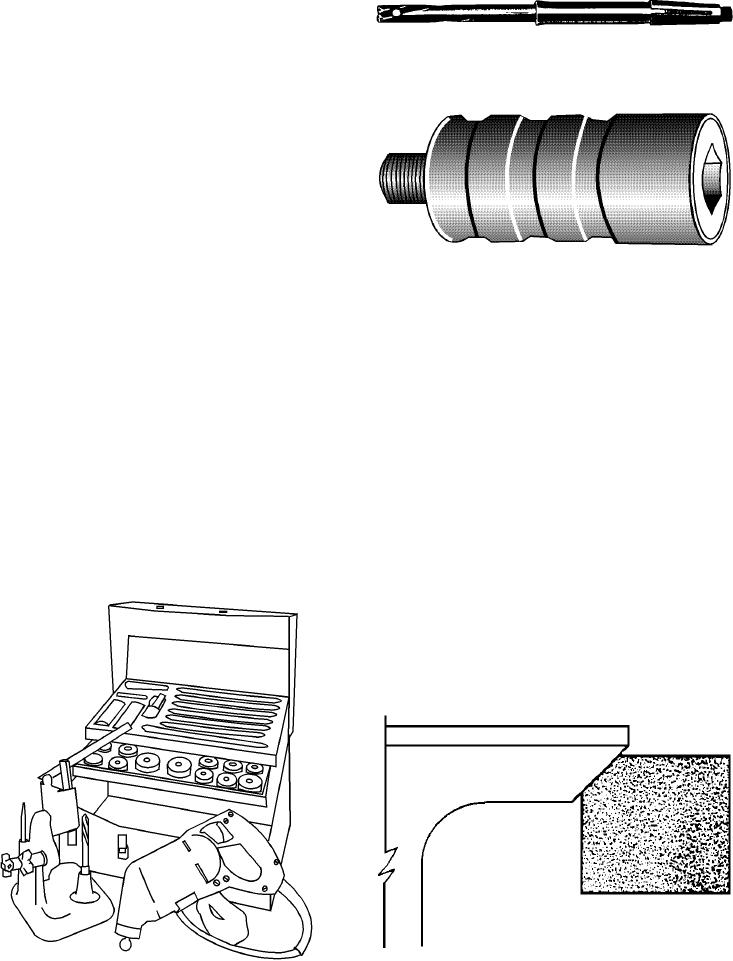
Figure 3-50.--Self-centering valve guide pilot.
halves with hammer and chisel. New inserts should be
chilled in dry ice for about 15 minutes to shrink them so
they can easily be driven into place.
In most cases, the valve seats are not replaceable,
so they must be ground. Figures 3-49 through 3-51
illustrate the equipment used in valve seat grinding. Be
sure you know how to operate the kind of equipment
that is in your shop. Study the manufacturer's manual
for specific instructions.
Select the proper size pilot (fig. 3-50) for the valve
ASf03051
guide and insert and lock it into the guide. Wipe the
Figure 3-51.--Valve seat grinding stone sleeve.
valve seat free of carbon dust and oil. Then, with a clean
oily rag, apply a thin film of oil to the pilot shaft.
Use two or more stone sleeves (fig. 3-51) to
operation often and make sure that you do not remove
facilitate seat grinding if the engine block has both soft
any more material than is necessary to get a good seat.
and hard seats or if a high-polish finish grind is desired.
Although recommended, it is usually not necessary
One sleeve may carry a soft seat stone, another a hard
to lap the contact surfaces of the valve and valve seat
seat stone, and a third sleeve a finishing stone.
after they have been ground. Always check your work
All purpose stones are now available that will do all
by testing one or two of the valves. This check can be
of the above grinding jobs with one stone. Make sure
made by spreading a thin coat of Prussian blue on the
the stones are dressed at the proper angle in accordance
valve face or by putting lead pencil marks on the valve
with the engine manufacturer's specifications.
seat. If, when turning a valve on its seat, an even deposit
of the coloring is seen on the valve seat, or the pencil
Only a few seconds are required to recondition the
lines are removed, the seating is perfect. The valve
average valve seat. Check the progress of the grinding
should not be rotated more than 1/8 turn, as a high spot
could give a false indication if turned one full
revolution.
Figure 3-52 shows a normal valve seat, which will
vary according to the manufacturer's specification.
ASf03052
ASf03049
Figure 3-49.--Valve seat grinding equipment.
Figure 3-52.--Normal valve seat.
3-37

