Careful planning is necessary to close faying
surface seals on large assemblies within the
application time limit of the sealant. Once the sealant
has been applied, the parts must be joined, the
required number of bolts must be torqued, and all the
rivets driven within this time limit.
When insulating tape has been installed between
the faying surfaces to prevent dissimilar metals
contacts, pressure sealing should be accomplished by
fillet sealing. Fillet sealing is the spreading of sealant
along the seam with a sealant injection gun. The
sealant should be spread in approximately 3-foot
increments.
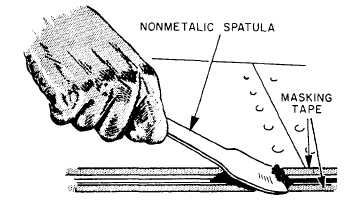
Before you proceed to the next
increment, the applied portion of the fillet should
be worked with a sealant spatula or tool. See
figure 14-45. This working of the sealant fills the
voids in the seam and eliminates air bubbles. The
leak-free service life of the sealant is determined by
the thoroughness and care you use in working out the
air bubbles.
After the sealant has cured to a tack-free
condition, the fillet should be inspected for any
remaining air bubbles.
Such air bubbles should be
opened and filled with sealant.
When a heavy fillet is required, it should be
applied in layers. The top layer should fair with the
metal.
Injection sealing is the pressure filling of
openings or voids with a sealant injection gun.
Joggles should be tilled by forcing sealant into the
opening until it emerges from the opposite side.
Voids and cavities are filled by starting with the
nozzle of the sealant injection gun at the bottom of the
space and filling as the nozzle is withdrawn.
Figure 14-45.—Applylng sealant.
NOTE: A joggle is a joint between two
pieces of material formed by a notch and a
fitted projection.
Rivets, rivnuts, screws, and small bolts should
have a brush coat of sealant over the protruding
portion on the pressure side. Washers should have a
brush coat of sealant on both sides. Split grommets
should have sealant brushed into the split prior to
installation. After installation, fillets should be
applied to both the base of the grommet and the
protruding tube in the pressure side.
Sealing Compound MIL-S-8802
This temperature-resistant, two-component,
synthetic rubber compound is used for sealing and
repairing fuel tanks and fuel cell cavities. This
compound is designed for an operating environment
that may vary between -65°F and +250°F. It is
produced in the following classifications:
Class A —Sealing material suitable for brush
application
Class
B—Sealing
material
suitable
for
application by extrusion gun and
spatula
Class C — Sealing material suitable for faying
surface sealing
Dash numbers after the classification code
indicate the allowed application time in hours before
the curing cycle will have progressed to the point
where it is no longer feasible to apply that particular
batch of sealant. Class A dash numbers are –1/2 and
–2. Class B dash numbers are –1/2, –2, and –4.
Class C dash numbers are –20 and –80 (8 hours of
application time with the remaining time allowed for
working the material).
Example: Class A-2 designates a brushable
material having an application time of 2 hours. Class
B-1/2 designates an extrusion gun material having an
application time of 1/2 hour. Class C-20 designates a
faying surface sealant with an application time of
8 hours and a working life of 20 hours.
Sealing Compound MIL-S-81733
This accelerated, room temperature, curing
synthetic rubber compound is used in sealing metal
components on weapons and aircraft systems for
protection against corrosion. This sealant contains
14-47