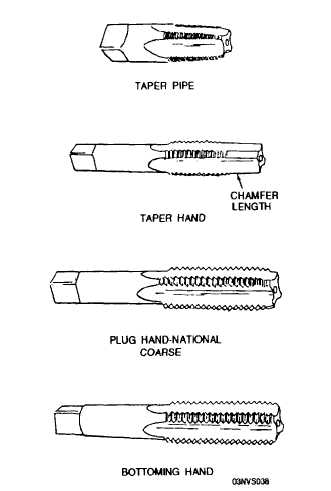
Figure 1-38.-Types of common taps.
Plug hand taps have a chamfer length of 3 to 5
threads and are designed for use after the taper tap.
Bottoming hand taps are used for threading the
bottom of a blind hole. They have a very short
chamfer length of only 1 to 1 1/2 threads for this
purpose. This tap is always used after the plug tap
has been used. Both the taper and plug taps should
precede the use of the bottoming hand tap.
Pipe taps are used for pipe fittings and other
places where extremely tight fits are necessary. The
tap diameter, from end to end of the threaded portion,
increases at the rate of 3/4 inch per foot. All the
threads on this tap do the cutting, as compared to the
straight taps, where only the nonchamfered portion
does the cutting.
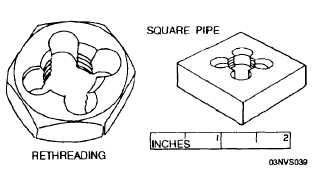
Dies are made in several different shapes and are
of the solid or adjustable type. The square pipe die
(fig. 1-39) will cut American Standard Pipe thread
Figure 1-39.-Types of solid dies.
only. It comes in a variety of sizes for cutting threads
on pipe with diameters of 1/8 inch to 2 inches.
A rethreading die (fig. 1-39) is used principally
for dressing over bruised or rusty threads on screws or
bolts.
It is available in a variety of sizes for
rethreading American Standard Coarse and Fine
threads. These dies are usually hexagon in shape and
can be turned with a socket, box, open-end, or any
wrench that will fit. Rethreading dies are available in
sets of 6, 10, 14, and 28 assorted sizes in a case.
Round split adjustable dies (fig. 1-40) are called
“Burton” dies and can be used in either hand diestocks
or machine holders. The adjustment in the screw
adjusting type is made by a fine-pitch screw, which
forces the sides of the die apart or allows them to
spring together. The adjustment in the open adjusting
type is made by means of three screws in the holder,
one for expanding and two for compressing the dies.
Two piece collet dies (fig. 1-40) are used with a
collet cap (fig. 1-41) and collet guide. The die halves
are placed in the cap slot and are held in place by the
guide, which screws into the underside of the cap.
The die is adjusted by setscrews at both ends of the
interval slot. This type of adjustable die is issued in
various sizes to cover the cutting ranges of American
Standard Coarse and Fine and special-form threads.
Diestocks to hold the dies come in three different
sizes.
Two-piece rectangular pipe dies (fig. 1-40) are
available to cut American Standard Pipe threads.
They are held in ordinary or ratchet-type diestocks
(fig. 1-42).
Threading sets are available in many different
combinations of taps and dies, together with diestocks,
tap wrenches, guides, and necessary screwdrivers and
1-24