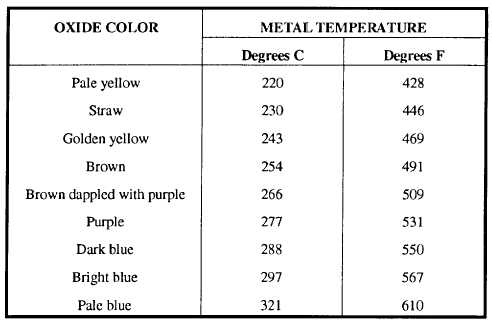
Table 15-2.—Color Chart for Various Tempering Temperatures of Carbon Steel
film of oxide, which forms on the metal after the
Steel is usually subjected to the annealing process
temperature reaches 220°C (428°F). To see the
tempering colors, you must brighten the surface. When
tempering by the color method, an open flame or heated
iron plate is ordinarily used as the heating medium.
Although the color method is convenient, it should not
be used unless adequate facilities for determining
temperatures are not obtainable. The temperatures and
corresponding oxide colors are given in table 15-2.
ANNEALING AND NORMALIZING.—When
steel is heated to a point above its critical range, a
condition referred to as “austenite” is produced. If
slowly cooled from above its critical temperature, the
austenite is broken down and a succession of other
conditions are produced, each being normal for a
particular range of temperatures. Starting with austenite,
these successive conditions are martensite, troostite,
sorbite, and finally pearlite.
The most important step in annealing is to raise the
temperature of the metal to the critical point, as any
hardness that may have existed will then be completely
removed. Strains that may have been set up through heat
treatment will be eliminated when the steel is heated to
the critical point, and then restored to its lowest hardness
by slow cooling. In annealing, the steel must never be
heated more than approximately 28° to 40°C (50° to
75°F) above the critical point. When large articles are
annealed, sufficient time must be allowed for the heat to
penetrate the metal.
for the following purposes:
1. To increase its ductility by reducing hardness
and brittleness.
2. To refine the crystalline structure and remove
residual stresses. Steel that has been cold worked is
usually annealed to increase its ductility.
Assuming that the part to be annealed is heated to
the proper temperature, the required slow cooling may
be accomplished in several ways, depending on the
metal and the degree of softness required.
Normalizing, although involving a slightly
different heat treatment, may be classed as a form of
annealing. This process removes all strains due to
machining, forging, bending, and welding. Normalizing
can only be accomplished with a good furnace, where
the temperatures and the atmosphere may be closely
regulated and held constant throughout the entire
operation. A reducing atmosphere will normalize the
metal with a minimum amount of oxide scale, while an
oxidizing atmosphere will leave the metal heavily
coated with scale, thus preventing proper development
of hardness in any subsequent hardening operation. The
articles are put in the furnace and heated to a point above
the critical temperature of the steel. After the parts have
been held at this temperature for a sufficient time to
allow the heat to penetrate to the center of the section,
they must be removed from the furnace and cooled in
15-42