Since huck and cherrylock rivets are similar, the
installation, inspection, and removal procedures are
basicaIly the same.
Installation Procedures
Proper driving procedures are vital to obtain a
firm joint. The recommended procedures are as
follows:
1. Hold the head of the gun steady and at right
angles to the work.
2. Press on the head of the gun hard enough to
hold the rivet firmly against the work. Do not use a
great amount of pressure unless it is necessary to
bring the part being riveted into contact.
3. Squeeze the gun trigger and hold it until the
rivet pin breaks, and then release the trigger. The next
rivet should not be driven until the return action has
caused the gun to latch. A distinct click will be heard.
The click indicates the gun is ready for the next
installation cycle.
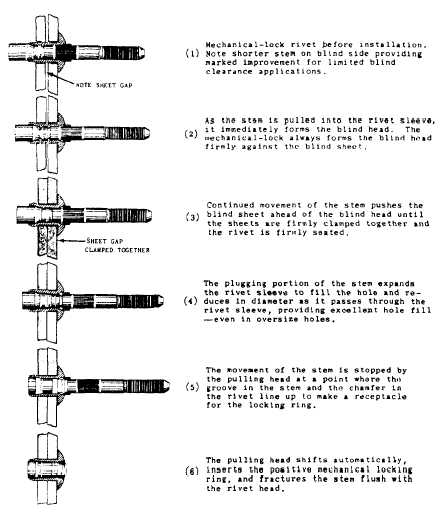
Figure 13-53 shows the complete installation of a
self-plugging (mechanical lock) rivet.
The rivet is actually cold squeezed by the action
of the pin head drawing against the hollow shank end.
Shank expansion through the action of the extruding
angle, blind head formation, and setting of the
mechanical lock in the rivet head all follow in
sequence and require but a fraction of a second.
In some places, such as near the trailing edge of a
control surface, there may not be sufficient space
between the two surfaces to insert the rivet. In such
cases, the pin may be forced into the hollow shank
until the head of the pin touches the end of the shank.
Figure 13-53.—Self-plugging rivet (mechanical lock).
13-34