Repair damage to anodized finishes on aluminum
parts by applying a protective chemical film per
Specification MIL-C-81706, class 1A, Form III.
WARNING
Chemical film materials are strongly
oxidizing and are a fire hazard when in
contact with organic materials such as
paint thinners. Do not store or mix surface
treatment
materials
in
containers
previously containing flammable products.
Rags contaminated with chemical film
material should be thoroughly rinsed and
disposed of as soon as practical.
When you replace a suspension bearing, stake the
new bearing at the original stake points on both sides
of the body by using a 3/16-inch-diameter ball in the
staking tool. Verify the security of the bearing, and
inspect the area around the staking indentations for
possible fractures.
Many parts for the repair of the Gladden master
brake cylinder are provided in cure-date and
overhaul kits. Replace all other worn or damaged
parts that cannot be reworked to meet inspection
requirements. Detail parts not provided in the kit
maybe available from bulk stock.
Lubrication
Apply a light coat of hydraulic fluid to all sealing
devices to aid in reassembly. The recommended
lubricant for the suspension rod end bearing is
grease, Specification MIL-G-23827.
Reassembly
Reassemble all interred parts in reverse order of
disassembly by using an arbor press, or equivalent,
and an AN350-4 nut to aid in assembly and to
eliminate the possibility of personnel injury because
of preload of springs.
Testing
The
test
equipment
required
includes
a
conventional hydraulic test bench capable of
delivering fluid to 4,500-psi pressure at room
temperature, plus the equipment illustrated in
figures 12-43 and 12-44. The nominal extended
length of the unit from the center of the end bearing
to the end of the actuating rod is 15.31 inches.
To proof test the inlet chamber and perform a
leakage test, first apply 5 psi, and then 200 psi at the
reservoir port with the brake port plugged. There
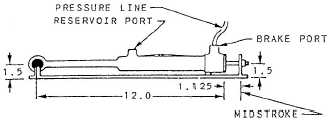
Figure 12–43.—Piston, valve, and brake chamber
proof test setup diagram.
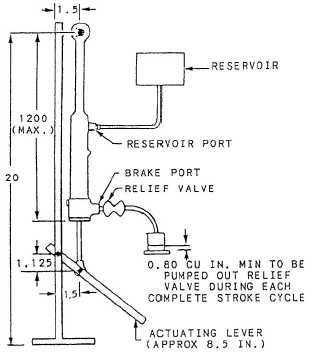
Figure 12-44.—Rod packing, cylinder
leakage, and pumping function test.
should be no external leakage for 1 minute from
either port.
To perform the piston, valve, and brake chamber
proof test, install the unit in the jig (fig. 12-43), and
harness it at the midstroke position with 25-psi
hydraulic pressure applied at the brake port. There
should be no external leakage. Leakage at the
reservoir port should not exceed 1 drop per minute
for 2 minutes after a 1-minute waiting period. If the
unit tests satisfactorily at this stage, the pressure
should be increased to 2,000 psi. There should be no
external leakage, and leakage at the reservoir port
should not exceed 1 drop per minute for 2 minutes
after a 1-minute waiting period.
When the foregoing test is completed, the unit is
ready to receive a rod packing, cycling leakage, and
pumping function test. With the unit extended and
installed in the actuating fixture, a reservoir should
be connected to the reservoir port and a 200- to 400-
psi
12-49