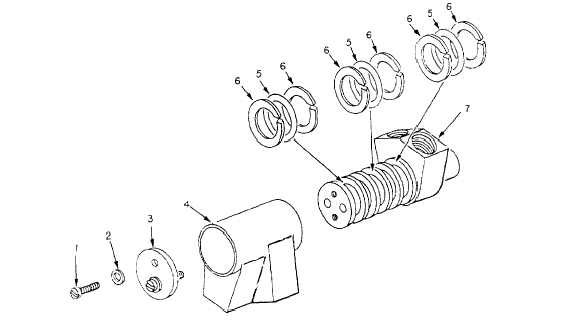
1. Screw
2. Washer
3. Retainer
5. O-ring
7. Inner body
4. Outer body
6. Backup ring
Figure 12–46.—Brake swivel.
machine screws are lockwired to aid in reassembly.
Disassemble the valve and clean all parts with P-D-680
cleaning solvent. Dry all parts thoroughly, using
low-pressure, moisture-free, compressed air or a
lint-free, clean cloth. Inspect all parts for scratches,
cracks, scoring, burrs, nicks, excessive wear, and
distortion. If any part other than those listed in the Spare
and Repair Parts Data is faulty, the component must be
tagged to show the fault and forwarded to the next higher
level of maintenance.
Replace all sealing devices and worn or damaged
parts. Apply a light coating of hydrauIic fluid on all
O-rings, backup rings, seals, and wear surfaces before
reassembly. Note the proper assembly of the seal, O-ring
and backup ring, and the proper assembly of the stop
plate, as shown in figure 12-45. Reassembly is
essentially the reverse order of disassembly. Steps that
require quality assurance verification in the MIMs are
identified by the letters “QA” after the applicable steps.
When QA is assigned to a step or a heading that is
immediately followed by substeps, the inspection is
applicable to all substeps. The four machine screws that
hold the selector valve assembly together must be
tightened and properly lockwired.
NOTE: In some MIMs, the steps in a procedure
that require a QA inspection are underlined or
italicized.
Bench test the repaired valve to verify its ready-
for-issue (RFI) condition. The hydraulic fluid used to
test the valve must be continuously filtered by a
3-micron absolute, nonbypass filter upstream of the
valve. Allow the test stand fluid to reach an operating
temperature of 70° to 110°F before the testing begins.
The valve must pass a proof test, static pressure test,
actuation (operational) test, and leakage tests. During
the actuation test, the amount of torque required to
operate the valve to any position should not exceed 40
inch-pounds with 3,000 psi applied to the pressure port.
The requirements for each test are specified in the
“Intermediate Repair” section of the MIM.
SWIVEL MAINTENANCE
Organizational maintenance of the swivel, shown in
figure 12-46, consists of removal and replacement.
Intermediate maintenance is limited to replacement of
materials provided in the cure-date seal kit and the
retainer. When you assemble swivels of this type, gently
push the outer body over the inner body with a slight
oscillating motion to prevent damage to the O-rings and
backup rings. A light coating of hydraulic fluid is
applied to all O-rings, backup rings, and mating surfaces
before it is reassembled. Following reassembly, the
swivel is bench tested.
12-52