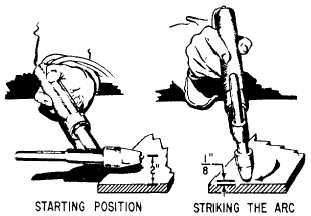
Figure 15-45.—Starting the arc.
Helium is rarely used because of its higher cost as
compared to argon. In addition, since argon is heavier
than air, it provides a better blanket over the weld. A
mixture of argon and helium is sometimes used in
welding metals that require a higher heat input.
Welding Procedures
Before you begin the welding process, be sure to
observe the following preliminary steps:
1. Check all electrical circuit connections to make
sure they are tight.
2. Check for proper diameter electrode and cup
size.
3. Adjust the electrode so that it extends the
appropriate distance beyond the edge of the gas cup for
the particular joint being welded.
4. Check the electrode to be certain that it is firmly
held in the collet. If the electrode moves in the nozzle,
tighten the collet holder or gas cup. Be careful not to
overtighten the gas cup because this will strip the
threads.
5. Set the machine for the correct welding
amperage.
6. If a water-cooled torch is to be used, turn on the
water.
7. Turn on the inert gas and set it to the correct flow.
STARTING THE ARC.—If you are using an ac
machine, the electrode should not touch the met alto start
the arc. To strike the arc, first turn on the welding current
and hold the torch in a horizontal position about 2 inches
above the work. Angle the end of the torch toward the
work piece so the end of the electrode is 1/8 inch above
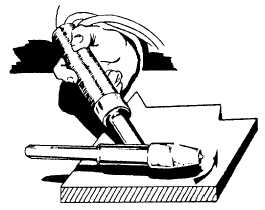
Figure 15-46.—Breaking the arc.
the plate. Figure 15-45 shows the procedure for starting
the arc. The high-frequency current will jump the gap
between the electrode and the plate, establishing the arc.
Be sure the downward motion is made rapidly to provide
the maximum amount of gas protection to the weld zone.
If a dc machine is used, hold the torch in the same
position; but in this case, the electrode can touch the
plate to start the arc. When the arc is struck, withdraw
the electrode so it is about 1/8 inch above the work piece.
STOPPING THE ARC.—To stop an arc on the ac
or dc machine, swing the electrode back to the horizontal
position, as shown in figure 15-46. Make this movement
rapidly to avoid marring or damaging the weld surface.
Some machines are equipped with a foot pedal to
permit a gradual decrease of current. With such control,
it is easier to fill the crater completely and prevent crater
cracks.
CAUTION
If you are using a water-cooled cup, do not
allow the cup to come in contact with the
work when the current is on. The hot gases
may cause the arc to jump the electrode to the
cup instead of the plate, thereby damaging
the cup. Be sure that the water flow is set
according to the manufacture's recom-
mendations.
GAS METAL-ARC WELDING
Gas metal-arc (GMA) welding is a process that
produces fusion by heating with an electric arc between
a consumable wire electrode and the work. The arc and
15-33