Grades
Files are graded according to the degree of fineness
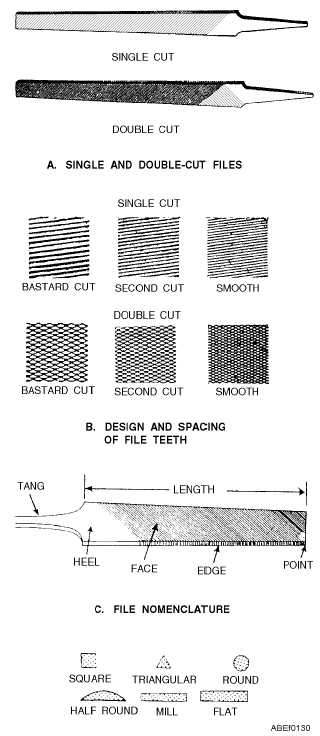
and whether they have single- or double-cut teeth. The
difference is apparent when you compare the files in
figure 1-20, view A.
Single-cut files have rows of teeth cut parallel to
each other. These teeth are set at an angle of about 65
degrees with the centerline. You will use single-cut files
for sharpening tools, finish filing, and drawfiling. They
are also the best tools for smoothing the edges of sheet
metal.
Files with crisscrossed rows of teeth are double-cut
files.
The
double
cut
forms
teeth
that
are
diamond-shaped and fast cutting. You will use
double-cut files for quick removal of metal and for
rough work.
Files are also graded according to the spacing and
size of their teeth, or their coarseness and fineness.
Some of these grades are pictured in view B. In addition
to the three grades shown, you may use some DEAD
SMOOTH files, which have very fine teeth, and some
ROUGH files, with very coarse teeth. The fineness or
coarseness of file teeth is also influenced by the length
of the file. (The length of a file is the distance from the
tip to the heel, and does not include the tang view C.)
When you have a chance, compare the actual size of the
teeth of a 6-inch, single-cut smooth file and a 12-inch,
single-cut smooth file; you will notice the 6-inch file
has more teeth per inch than the 12-inch file.
Shapes
Files come in different shapes. Therefore, in
selecting a file for a job, consider the shape of the
finished work. Some of the cross-sectional shapes are
shown in figure 1-20, view D.
TRIANGULAR files are tapered on all three sides.
They are used to file acute internal angles and to clear
out square corners. Special triangular files are used to
file saw teeth.
MILL files are tapered in both width and thickness.
One edge has no teeth and is known as a SAFE EDGE.
Mill files are used for smoothing lathe work,
drawfiling, and other fine, precision work. Mill files are
always single-cut.
FLAT files are general-purpose files and may be
either single- or double-cut. They are tapered in width
and thickness. HARD files, not shown, are somewhat
thicker than flat files. They taper slightly in thickness,
but their edges are parallel.
The flat or hard files most often used are the
double-cut for rough work and the single-cut smooth
file for finish work.
1-14
Figure 1-20.—File information.