1. When you hit the punch, you do not want it to
slip sideways over your work.
2.
You do not want the hammer to slip off the
punch and strike your fingers. You can
eliminate both of these troubles by holding the
punch at right angles to the work and striking
the punch squarely with your hammer.
The center punch, as the name implies, is used for
marking the center of a hole to be drilled. If you try to
drill a hole without first punching the center, the drill
will "wander" or "walk away" from the desired center.
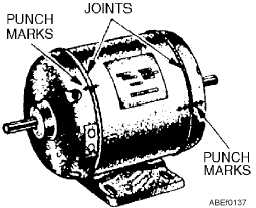
Another use of the center punch is to make
corresponding marks on two pieces of an assembly to
permit reassembling in the original positions. Before
taking a mechanism apart, make a pair of center
punchmarks in one or more places to help in
reassembly. To do this, select places, staggered as
shown in figure 1-51, where matching pieces are
joined. First, clean the places selected. Then, scribe a
line across the joint, and center punch the line on both
sides of the joint, with single and double marks as
shown to eliminate possible errors. In reassembly, refer
first to the sets of punchmarks to determine the
approximate position of the parts. Then line up the
scribed lines to determine the exact position.
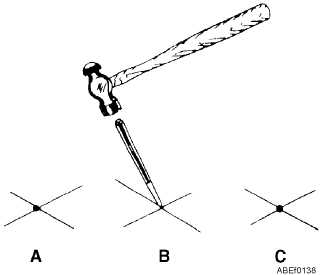
To make the intersection of two layout lines, bring
the point of the prick punch to the exact point of
intersection and tap the punch lightly with a hammer. If
inspection shows that the exact intersection and the
punchmark do not coincide, as in view A of figure 1-52,
slant the punch as shown in view B and strike again
with the hammer, thus enlarging the punchmark and
centering it exactly. When the intersection has been
correctly punched, finish off with a light blow on the
punch held in an upright position. View C shows the
corrected punchmark.
DRIFT
punches,
sometimes
called
"starting
punches," have a long taper from the tip to the body.
They are made that way to withstand the shock of heavy
blows. They may be used for knocking out rivets after
the heads have been chiseled off or for freeing pins that
are "frozen" in their holes.
After a pin has been loosened or partially driven
out, the drift punch may be too large to finish the job.
The follow-up tool to use is the PIN PUNCH. It is
designed to follow through the hole without jamming.
Always use the largest drift or pin punch that will fit the
hole. These punches usually come in sets of three to
five assorted sizes. Both of these punches will have flat
ends, never edged or rounded.
To remove a bolt or pin that is extremely tight, start
with a drift punch that has an end diameter that is
slightly smaller than the diameter of the object you are
removing. As soon as the bolt or pin loosens, finish
driving it out with a pin punch. Never use a pin punch
for starting a pin, because it has a slim shank and a hard
blow may cause it to bend or break.
For assembling units of a machine, an ALIGN-
MENT (aligning) punch is invaluable. It is usually
about 1-foot long and has a long gradual taper. Its
purpose is to line up holes in mating parts.
Hollow metal-cutting punches are made from
hardened tool steel. They are made in various sizes and
are used to cut holes in light gauge sheet metal.
Other punches have been designed for special uses.
One of these is the soft-faced drift. It is made of brass or
fiber and is used for such jobs as removing shafts,
bearings, and wrist pins from engines. It is generally
heavy enough to resist damage to itself, but soft enough
not to injure the finished surface on the part that is being
driven.
1-33
Figure 1-51.—Punch marking mating parts.
Figure 1-52.—Marking the intersection of lines with a prick
punch.