Using a short piece of seizing wire thoroughly
degreased, pierce the bubbles that rise to the surface of
the hot top. Do not poke the wire into the zinc more than
1/2 inch. Skim the surface of the hot top with the end of
the seizing wire to allow the gas bubbles to rise and be
accessible for piercing.
After the zinc has solidified, allow the poured
terminal to air-cool at room temperature for 30 minutes.
During this time the zinc will harden. After the cooling
period, proceed as follows:
1.
Remove the textile cloth and plaster the
terminal.
2.
Pour 4 gallons of preservative oil into a clean
5-gallon metal container.
3.
With the preservative oil at room temperature,
immerse the entire poured terminal for 30
minutes. This will rapidly cool the terminal.
4.
Immediately after the 30-minute oil quench
period, remove the terminal and allow the
excess oil to drain into the container.
5.
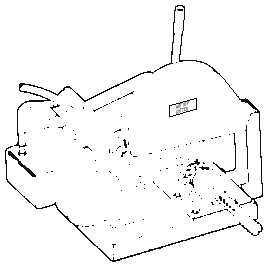
Using the hot-top cutter assembly, cut off the
hot top flush with the top of the terminal after
the terminal has cooled (fig. 3-60).
Finishing and Inspecting the Terminal
Round off the sharp edges of the terminal with a
file. File the zinc down to a smooth surface flush with
the end of the terminal. Clean the terminal with a wire
brush. Remove all traces of residual flux, plaster, and
superficial rust (using the wire brush) from the wire
rope for a distance of 6 inches from the base of the
terminal. Chase the threads with an applicable
threading die.
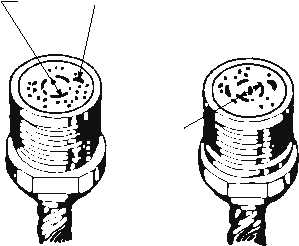
Inspect the zinc face of the terminal for soundness
of zinc and good wire distribution. The presence of any
cavities in the face of the zinc indicates that the strength
of the terminal is questionable. The criteria for
acceptance of cavities are as follows:
1.
A maximum of five cavities up to 1/32-inch
wide and 1/32-inch deep scattered randomly
over the zinc face. Figure 3-61, view A,
3-55
ABEf0360
Figure 3-60.—Cutting the hot top.
1/32 WIDE X 1/32 DEEP CAVITY
(MAX OF 5)
ACCEPTABLE
UNACCEPTABLE
UNACCEPTABLE
ACCEPTABLE
3/4 DIA
1/8 WIDE X 1/8 DEEP CAVITY
(MAX OF 1)
3/4 DIA
CONDITION A
CONDITION B
ABEf0361
Figure 3-61.—Inspection of zinc face.