
GMA Welding Equipment
CAUTION
There are numerous types and models of GMA
If you are using a water-cooled cup, do not allow
welding equipment used in the Navy. Each must have a
the cup to come in contact with the work when the
source of direct current reverse polarity (DCRP)
current is on. The hot gases may cause the arc to jump
welding current, a wire feed unit for feeding the wire
the electrode to the cup instead of the plate, thereby
filler metal, a welding gun for directing the wire filler
damaging the cup. Be sure that the water flow is set
and shielding gas to the weld area, and a gas supply.
according to the manufacturer's recommendations.
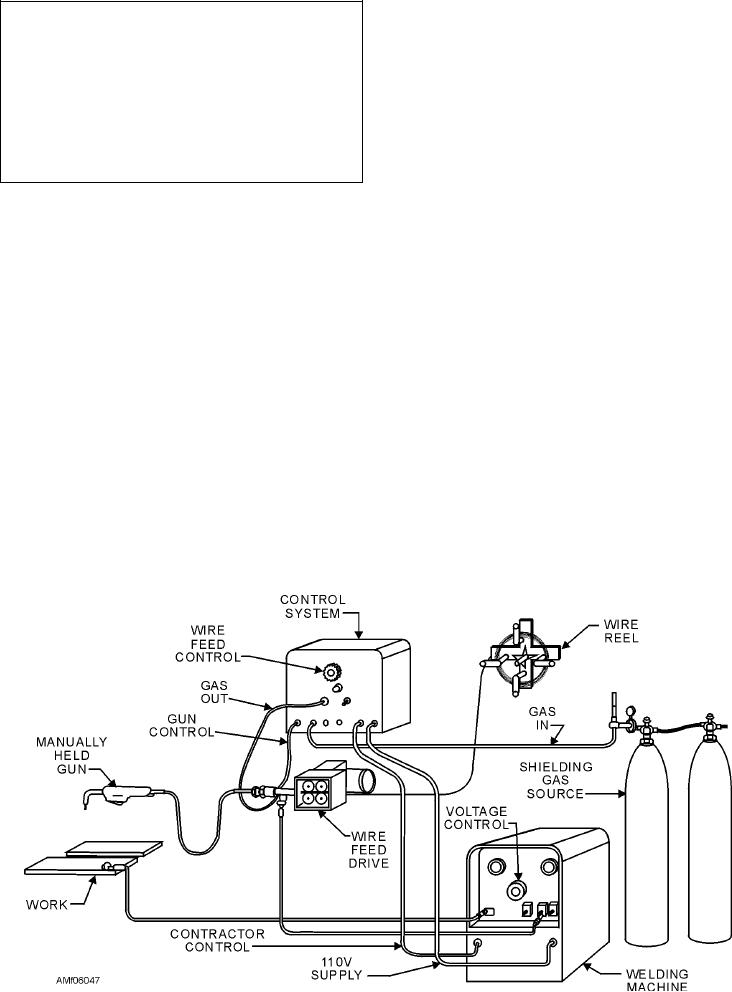
Figure 6-47 shows GMA welding equipment.
POWER SUPPLY.--The recommended machine
GAS METAL-ARC WELDING
for gas metal-arc welding is a rectifier or motor
generator that supplies direct current with normal limits
Gas metal-arc (GMA) welding is a process that
of 200 to 250 amperes. Direct current reverse polarity is
produces fusion by heating with an electric arc between
most generally used because it provides maximum heat
a consumable wire electrode and the work. The arc and
for better melting, deeper penetration, and excellent
weld puddle are shielded from the atmosphere by a gas,
cleaning action.
or a gas and a flux. The shielding gas protects the
Two types of direct-current power sources are used
molten weld metal from oxidation or contamination by
for gas metal-arc welding--the constant-current type
the surrounding atmosphere.
and the constant-voltage type. The constant-current
The consumable-wire electrode for GMA welding
power source is used if the controls and wire-driven
is fed through the torch to the welding arc at the same
mechanism control the arc length by varying the
rate as the heat of the arc melts off the end of the
wire-drive speed. In this case, a change in the arc length
electrode. The shielding gas flows through the torch to
causes a change in the arc voltage. The control circuit
the arc area. The melting rate of the filler wire depends
senses this change and varies the wire-feed speed to
on the level of the welding current, but must be the
bring the arc length back to the desired value.
same as the feeding rate to maintain a constant arc
When arc length is controlled through changes in
length. This means that a constant balance must be
welding current, constant-voltage power supplies are
maintained between the welding current and
used. The wire-feed speed is constant. Any changes in
wire-feeding rate.
Figure 6-47.--GMA welding equipment.
6-32

