
As in the case of hardening, tempering tempera-
quenched may be greatly reduced by its use.
tures may be approximately determined by color. These
Unfortunately, parts made from high-carbon steel will
colors appear only on the surface and are due to a thin
not develop maximum hardness when quenched in oil
film of oxide, which forms on the metal after the
unless they are quite thin in cross section. In aircraft
temperature reaches 220C (428F). To see the
parts, however, it is generally used, and is
recommended in all cases where it will produce the
tempering colors, you must brighten the surface. When
desired degree of hardness.
tempering by the color method, an open flame or heated
iron plate is ordinarily used as the heating medium.
For many articles, a bath of water covered by a film
Although the color method is convenient, it should not
of oil is occasionally used. When the steel is plunged
be used unless adequate facilities for determining
through this oil film, a thin coating will adhere to it.
temperatures are not obtainable. The temperatures and
This action retards the cooling of the water slightly,
corresponding oxide colors are given in table 6-2.
thus reducing the tendency to crack due to contraction.
ANNEALING AND NORMALIZING.--When
Straightening of Parts Warped in Quenching.--
steel is heated to a point above its critical range, a
Warped parts must be straightened by first heating to
condition referred to as "austenite" is produced. If
below the tempering temperature of the article, and
slowly cooled from above its critical temperature, the
then applying pressure. This pressure should be
austenite is broken down and a succession of other
continued until the piece is cooled. It is desirable to
conditions are produced, each being normal for a
retemper the part after straightening at the straightening
particular range of temperatures. Starting with
temperature. No attempt should be made to straighten
austenite, these successive conditions are martensite,
hardened steel without heating, regardless of the
troostite, sorbite, and finally pearlite.
number of times it has been previously heated. Steel in
its hardened condition cannot be bent or sprung cold
The most important step in annealing is to raise the
with any degree of safety.
temperature of the metal to the critical point, as any
hardness that may have existed will then be completely
TEMPERING.--Steel that has been hardened by
removed. Strains that may have been set up through
rapid cooling from a point slightly above its critical
heat treatment will be eliminated when the steel is
range is often harder than necessary, and generally too
heated to the critical point, and then restored to its
brittle for most purposes. In addition, it is under severe
lowest hardness by slow cooling. In annealing, the steel
internal strain. To relieve the strains and reduce
must never be heated more than approximately 28 to
brittleness, the metal is usually tempered. This is
40C (50 to 75F) above the critical point. When large
accomplished in the same types of furnaces that are
articles are annealed, sufficient time must be allowed
used for hardening and annealing.
for the heat to penetrate the metal.
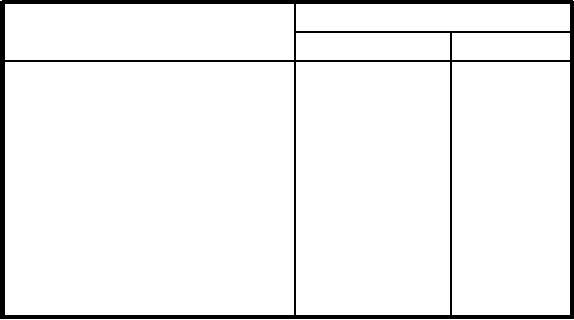
Table 6-2.--Color Chart for Various Tempering Temperatures of Carbon Steel
OXIDE COLOR
METAL TEMPERATURE
Degrees C
Degrees F
Pale yellow
220
428
Straw
230
446
Golden yellow
243
469
Brown
254
491
Brown dappled with purple
266
509
Purple
277
531
Dark blue
288
550
Bright blue
297
567
Pale blue
321
610
6-41