turns of soft steel seizing wire. (See fig. 3-46, view
C.) Place two wraps of seizing wire immediately
above the large seizing, as shown in view D.
Loop and tighten one or two turns of
0.047-inch-diameter copper wire on the end of all
strands, as shown in view D. Using a marlinespike
and tubing, unlay and straighten the strands of the
cable to the top of the seizing. Pull the strands in
toward the center to ensure a good distribution
when the individual wires of each strand are
straightened. (See view D of fig. 3-46.) After all
the strands are straightened, remove the two turns
of seizing previously placed at the top of the large
seizing. (NOTE:
Do NOT remove the large
seizing; this seizing remains in place until pouring
procedures are completed.)
CAUTION
Do NOT use pliers to straighten the
wires; pliers may damage or weaken the
wires.
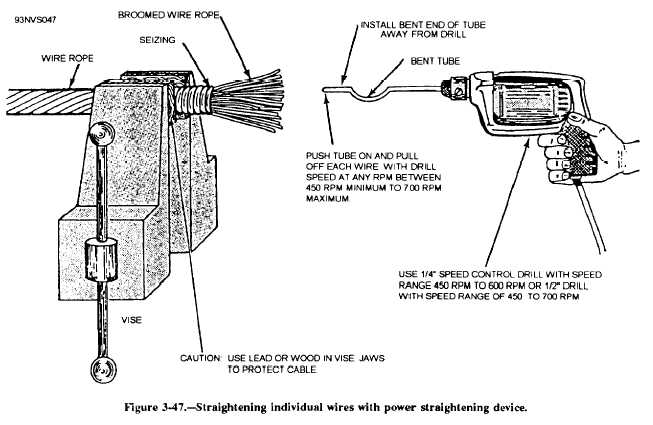
Make certain that the large seizing is tight;
remove the copper wire seizing from one strand at
a time, and straighten the individual wires, using the
power straightening device, shown in figure 3-47.
Repeat the straightening procedure on each
strand, working on one strand at a time, until all the
wires are completely broomed out as shown in
figure 3-47.
Cleaning Wire Rope and Terminal Pouring
The cleaning and preparation of wire rope and
terminals requires the use of chlorinated decreasing
solvents, grit blasting, and the heating and melting
of zinc.
WARNING
Personnel cleaning wire rope and
pouring terminals
must use chemical
respirators and make sure the area is
properly ventilated.
For complete safety
procedures concerning zinc terminal pouring
and wire rope preparation, consult the
current arresting gear NAVAIR operation,
maintenance, and overhaul instructions.
3-52