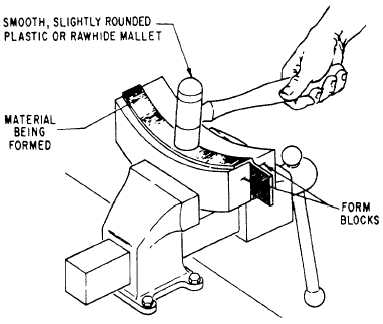
Concave surfaces are formed by stretching the
material over a form block. See figure 13-35. You
should use a plastic or rawhide mallet with a smooth,
slightly rounded face to start hammering at the
extreme ends of the part, and then continue toward the
center of the bend. This procedure permits some of
the material at the ends of the part to be worked into
the center of the curve where it will be needed.
Continue hammering until the metal is gradually
worked down over the entire flange and flush with the
form block. After the flange is formed, trim off the
excess material and check the part for accuracy.
Convex surfaces are formed by shrinking the
material over a form block. See figure 13-36. You
should use a wooden or plastic shrinking mallet and a
backup or wedge block to start hammering at the
center of the curve, and then work toward both ends.
Hammer the flange down over the form by striking
the metal with glancing blows at an angle of
approximately 45 degrees. You should use a motion
that will tend to pull the part away from the radius of
the form block. The wedge block is used to keep the
edge of the flange as nearly perpendicular to the form
block as possible. The wedge block also lessens the
possibility of buckling, splitting, or cracking the
metal.
Another method of hand forming convex flanges
is to use a lead bar or strap. The material, which is
secured in the form block, is struck by the lead strap.
The strap takes the shape of the part being formed and
forces it down against the form block. One advantage
of this method is the metal is formed without marring
or wrinkling and is not thinned as much as it would be
by other methods of hand forming. This method is
also illustrated in figure 13-36. After the flange is
formed by either method, trim off the excess material
and check the part for accuracy.
Bending on a Brake
The easiest and most accurate method of making
straight-line bends in a piece of sheet metal is to use a
box and pan brake or a cornice brake. The use of
these brakes is relatively simple. However, if they are
not used correctly, the time and the work involved in
computing the bend allowance and laying out the job,
as well as the metal, are wasted. Before you bend any
work that must have an accurate bend radius and
definite leg length, the brake settings should be
checked with a piece of scrap metal. To make an
ordinary bend on a brake, you should place the sheet
to be bent on the bed so that the bend line is directly
under the upper jaw or clamping bar. Then, pull down
the clamping bar handle. This brings the clamping
bar down to hold the sheet firmly in place. Next, set
the stop for the proper angle or amount of bend.
Finally, make the bend by raising the bending leaf
until it strikes the stop. If more than one bend is to
be made, bring the next bend line under the
clamping bar and repeat the procedure. See figures
13-22 and 13-25.
Figure 13-35.—Forming concave hand bend.
13-22