
test depends on the experience of the person
assembly. This method ensures uniform heating
conducting the test.
around the bearing.
Vibration analysis equipment is also used to
Heat the bearing in an IR oven or a
test conditions of motor bearings. Initial baseline
temperature-controlled furnace at a temperature
surveys are taken. Then periodic checks are made
not to exceed 203 10F. Do not leave the
by maintenance personnel. The periodic checks
bearing in the oven or furnace after the inner race
determine if the bearings are still in normal work-
has expanded the desired amount. Prolonged
ing condition or if they are failing. Consult your
heating could deteriorate the prelubrication
ship's PMS documentation for the method used
grease.
for vibration analysis on your ship.
Additional methods of bearing installation are
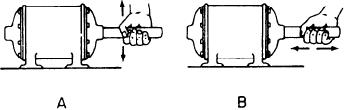
Checking the movement of a motor or
explained in NSTM, chapter 244.
generator shaft can also give an indication of the
amount of bearing wear. Figure 10-6, view A,
Friction Bearings
shows how to get a rough check of vertical move-
ment. If the motor shaft has too much vertical
There are three types of friction bearings,
movement, it has worn bearings. Figure 10-6, view
RIGHT LINE, JOURNAL, and THRUST. In the
B, shows how to get a rough check of generator
RIGHT LINE type, the motion is parallel to the
end-play movement. You can correct excessive
elements of a sliding surface. In the JOURNAL
end-play, as described in the applicable technical
type, two machine parts rotate relative to each
manual, by adding bearing shims.
other. In the THRUST type, any force acting in
the direction of the shaft axis is taken up. The
SS generators are equipped with journal bearings,
BEARING INSTALLATION.--There are
commonly called SLEEVE bearings. The bearings
two acceptable methods for installing bearings,
may be made of bronze, babbitt, or steel-backed
the arbor press method and the heat method.
babbitt. Preventive maintenance of sleeve bear-
ings requires periodic inspections of bearing wear
Arbor Press Method.--When available and
and lubrication.
adaptable, you can use an arbor press if you take
proper precautions. Place a pair of flat steel
WEAR. --You can obtain bearing wear on a
blocks under the inner ring or both rings of the
sleeve bearing by measuring the air gap at each
bearing. Never place blocks under the outer ring
end of the machine. Use a machinist's tapered
only. Then, line up the shaft vertically above the
feeler gauge. Use a blade long enough to reach
bearing. Place a soft pad between the shaft and
into the air gap without removing the end brackets
press ram. After making sure the shaft is started
of the machine. For ac machines, clean a spot on
straight in the bearing, press the shaft into the
the rotor and at least three or more spots at equal
bearing. Press until the bearing is flush against
intervals around the circumference on the stator.
the shaft or housing shoulder. When pressing a
Take the air gap measurement between the cleaned
bearing onto a shaft, always apply pressure to the
spot on the rotor and a cleaned spot on the stator.
inner ring; when pressing a bearing into a
Turn the rotor to bring the cleaned spot of the
housing, always apply pressure to the outer ring.
rotor in alignment with the cleaned spots on the
stator. Compare these readings with the tolerance
Heat Method.--You can heat a bearing in an
stated by the manufacturers' instruction manuals.
oven or furnace to expand the inner ring for
TROUBLE ANALYSIS.--The earliest sign of
sleeve bearing malfunction normally is an increase
in the operating temperature of the bearing. An
RTD is usually inserted in a bearing for visual
indication of the bearing temperature at a remote
location. Personnel operating the equipment can
use the inserted thermometer in the lube oil
discharge line for local monitoring. Operating
personnel take temperature readings hourly on
running machinery. Therefore, after checking the
temperature, they should make a follow-up check
Figure 10-6.--Checking motor or generator shaft. A. Ver-
by feeling the bearing housing whenever possible.
tical movement. B. End-play movement.
10-7