
Fastener fatigue failure accounts for the majority of
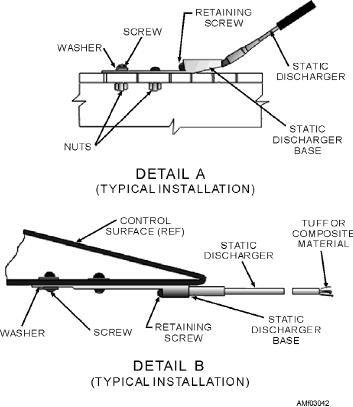
limit the potential static buildup on the aircraft and
all fastener problems. Fatigue breaks are caused by
control interference generated by static charge. Static
insufficient tightening and the lack of proper preload or
dischargers are not lighting arrestors and do not reduce
clamping force. This results in movement between the
or increase the likelihood of an aircraft being struck by
parts of the assembly and bending back and forth or
lightning. Static dischargers are subject to damage or
cyclic stressing of the fastener. Eventually, cracks will
significant changes in resistance characteristics as a
progress to the point where the fastener can no longer
result of lightning strike to the aircraft, and should be
support its designed load. At this point the fastener fails
inspected after a lightning strike to ensure proper static
with varying consequences.
discharge operation.
Static dischargers are fabricated with a wick of
TYPES OF TORQUE WRENCHS
wire or a conductive element on one end, which
provides a high-resistance discharge path between the
The two most commonly used torque wrenches are
aircraft and the air. See figure 3-42. They are attached
the dial or beam indicating type and the setting type.
on some aircraft to the ailerons, elevators, rudder, wing,
horizontal and vertical stabilizer tips, etc. Refer to your
Dial or Beam Indicating Type
aircraft's MIM for maintenance procedures.
These torque wrenches measure change in applied
Q3-28.
What manual should you first consult when
torque through a deflecting member. A dial or digital
replacing an aircraft wire?
read out is located below the handle to permit
Q3-29.
What type of terminal is generally recom-
convenient and accurate reading. Indicating torque
mended for use on naval aircraft?
wrenches operate in clockwise and counterclockwise
directions.
Q3-30.
What device is used on naval aircraft to allow
the continuous satisfactory operation of
Setting Type
onboard electrical equipment?
These wrenches compare the applied load to a
TORQUING OF FASTENERS
self-contained standard. Reset is automatic upon
release of applied load.
LEARNING OBJECTIVE: Recognize the
importance of the proper torquing of fasteners.
TORQUING PROCEDURES
Identify the required torquing procedures.
For the nut to properly load the bolt and prevent
premature failure, a designated amount of torque must
be applied. Proper torque reduces the possibility of the
fastener loosening while in service. The correct torque
to apply when you are tightening an assembly is based
on many variables. The fastener is subjected to two
stresses when it is tightened. These stresses are torsion
and tension. Tension is the desired stress, while torsion
is the undesirable stress caused by friction. A large
percentage of applied torque is used to overcome this
friction, so that only tension remains after tightening.
Proper tension reduces the possibility of fluid leaks.
The recommended torque values provided in table
3-2 have been established for average dry,
cadmium-plated nuts for both the fine and coarse thread
series of nuts. Thread surface variations such as paint,
lubrication, hardening, plating, and thread distortion
may alter these values considerably. The torque values
must be followed unless the MIM or structural repair
manual for the specific aircraft requires a specific
torque for a given nut. Torque values vary slightly with
Figure 3-42.--Typical static dischargers.
3-24