
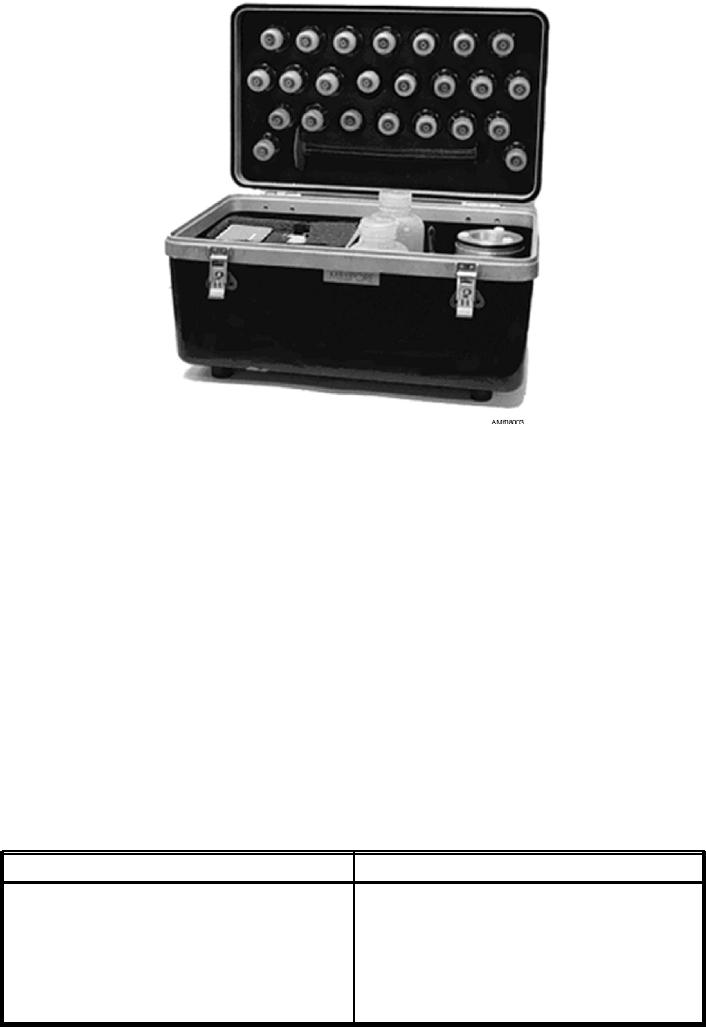
Figure 8-3.--P/N57L414 contamination analysis kit.
membrane discoloration correlates to a level of
PATCH TESTING
particulate contamination. By visually comparing the
Patch testing is the primary contamination mea-
test filter with contamination standards that represent
surement method used at all levels of maintenance. The
known contamination levels, the contaminant level of
P/N57L414 contamination analysis kit (fig. 8-3) is used
the system can be determined.
to perform patch testing. In the patch test method, a
Accurate determination of hydraulic contaminant
fluid sample of known volume is filtered through a filter
levels requires proper sampling techniques, using
membrane of known porosity. When the fluid passes
equipment and materials that are known to be clean. If
through the filter, all particulate matter in excess of a
you allow any foreign matter to contaminate the sample
size determined by the filter characteristics is retained
fluid or testing equipment, the results will be wrong.
on the surface of the membrane. The retention of par-
The operational procedures discussed in the
ticulate matter causes the membrane to discolor propor-
following paragraphs are general in nature. For specific
tionally to the particulate level of the fluid sample. Free
information on the use of contamination analysis kits,
water will appear either as droplets during the fluid
you should refer to NAVAIR 01-1A-17 and NAVAIR
sample processing or as a stain on the test filter.
17-15E-52. Table 8-2 lists the materials required to
The typical color of contamination in any given
perform the analysis.
system is usually uniform. The degree of filter
Table 8-2.--Materials Required for Contamination Analysis
Material
Specification/P/N
Dry Cleaning Solvent
MIL-PRF-680, Type II
Wiping Cloths, disposable
Can, Metal, 1 gallon
Can, Safety, 5 gallon
RR-S-30
Kit, Hydraulic Fluid Contamination Analysis
P/N 57L414
8-9