LAYOUT PROCEDURES
When you are laying out metal, there are certain
precautions that should be observed. In the following
paragraphs, some of the more important precautions
are discussed. For information on the use of layout
tools, you should refer to Use and Care of Hand Tools
and Measuring Tools, NAVEDTRA 12085.
You should take every precaution to avoid
marring aluminum-alloy and steel sheets. To protect
the under surface of the material from any possible
damage, you should place apiece of heavy paper, felt,
or plywood between the material and the working
surface. When you are working with a large sheet of
material, it is important to avoid bending it. It is a
good idea to have someone help you place it on the
work surface.
A layout fluid should be applied to the surface of
the metal so that the pattern will stand out clearly.
Any one of several approved fluids may be used.
Bluing fluid, a blue dye dissolved in alcohol, is the
most commonly used layout fluid. Since it does not
protect metal against corrosion or serve as a paint
binder, bluing fluid should be removed after use.
Either ordinary paint thinner or alcohol may be used
to remove it.
To begin the layout, you should ensure that one
edge of the metal is straight. All measurements can
then be based on the straight edge of the sheet. Lines
at a known angle or parallel to the straightedge can be
made by marking points from a combination square
held firmly against the straight edge.
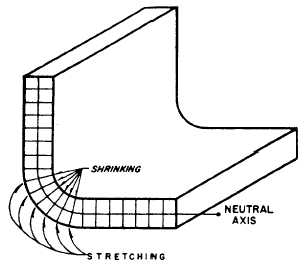
Figure 13-29.—Neutral axis.
If it is impossible to obtain a straight edge on a
sheet to start a layout or if the distance from the edge
is too great, a reference line may be used. The
reference line may be made by connecting any two
points with a straight line. Perpendiculars may be
erected to the reference line by using a compass or
dividers. Once the perpendicular is accurately
established, it may be used as a basis for almost any
layout.
A scriber must never be used for drawing lines on
aluminum or magnesium except to indicate where the
metal is to be cut or drilled. All other lines should be
drawn with a soft-lead pencil. The pencil mark
should be removed from aluminum and magnesium to
prevent an electrolytic action that will eventually
cause corrosion. It can be removed with isopropyl
alcohol or MEK. If you fold a piece of metal along a
sharp line made with a scriber, the scribed line will
weaken the metal and possibly cause it to crack along
the bend. If it does not crack at the time of bending, it
is very susceptible to cracking at a later time when
failure of the part could be dangerous.
BEND ALLOWANCE
When you are bending metal to exact dimensions,
the amount of material needed to form the bend must
be known. The term for the amount of material that is
actually used in making the bend is bend allowance.
Bending compresses the metal on the inside of the
bend and stretches the metal on the outside of the
bend. Approximately halfway between these two
extremes lies a space that neither shrinks nor
stretches. This space is known as the neutral line or
neutral axis. Figure 13-29 shows the neutral axis of a
bend. It is along this neutral axis that bend allowance
is computed.
BEND ALLOWANCE TERMS
You should be familiar with the following terms
related to a bending job. Figure 13-30 shows the
meaning of some of these terms.
• Bend allowance. The amount of material
consumed in making a bend.
• Closed angle.
An angle that is less than 90
degrees when measured between legs. When the
closed angle is 45 degrees, the amount of bend is 180
minus 45 or 135 degrees. See figure 13-31.
13-18