equipped with drive keys. This wheel is designed for
disc brakes.
The trend in the military is toward smaller, faster,
more powerful aircraft with increased load carrying
capabilities. This means heavier loads and higher
landing speeds. The friction of long landing rollouts
and taxiing causes heat to be absorbed by the wheel.
Because of the heat, possible wheel failure may occur.
This may damage equipment and injure personnel. To
prevent this situation, aircraft manufacturers have
developed a safety device called a fusible plug. The
fusible plug contains an alloy that will melt and
permit the tire to deflate. This action occurs in the
event the wheel is exposed to excessive heat. Wheels
that contain fusible plugs should have a metal tag
affixed that reads “Fusible Plugs Installed.”
ORGANIZATIONAL-LEVEL TIRE AND
WHEEL MAINTENANCE
Corrosion and loss of bearing lubrication are two
of the major causes of failure or rejection of aircraft
wheels.
It is extremely important that all organi-
zational maintenance activities take precautions to
protect aircraft wheels/bearings from water,
particularly salt water.
Wheel bearing lubrication
gets contaminated and/or breaks down, from
excessive heat and water, more often than it is lost.
When wheels are exposed to a stream of water (such
as a hose), it will usually penetrate the hub area,
contaminating the bearing lubricant. This contributes
to corrosion in the bearing area. All wheel bearings
should be lubricated at every tire change, and as
required by the applicable maintenance requirement
cards (MRCs). All wheel and bearing assemblies
should be removed according to the applicable
maintenance instruction manual (MIMs) for that
specific aircraft.
WARNING
When a wheel is to be removed from an
aircraft the nitrogen or dry air must be
removed from the tire prior to removing
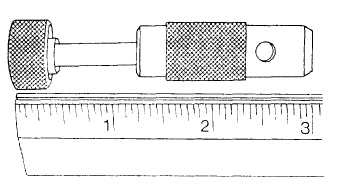
the wheel. This should be done with the
Palmer Safe-Core valve tool (P/N 968RB),
which traps the valve core in the body of
the Palmer Safe-Core valve tool. See figure
11-4. This precaution must be taken
because of the possibility that the bolts in
split wheels might have been sheared and
cause the wheel halves to separate when the
axle nut is removed. A tire deflated (valve
core removed) metal tag should be installed
on the valve stem prior to removing the
wheel from the axle. See figure 11-5.
Several people have been killed because
they failed to remove the air from the tire
before removing the axle nut.
Cleaning
You should clean bearings, bearing cups, wheel
bores, and grease retainers with P-D-680, type II,
solvent, in accordance with NA 04-10-1, to remove all
traces of the grease, preservative compounds, and
contamination. Treat bearings with fingerprint neu-
tralism (MIL-C-15074) by immersing and agitating
for 2 to 3 minutes. Dry the bearings and the hub area
with compressed air.
Be careful not to spin the
unlubricated bearings. You should perform a visual
inspection of the bearings, bearing retainers, and
bearing cups with a 10X magnifier. Replace all
excessively worn, dented, scored, or pitted bearing
cups. Most bearing cups will display some wear.
This is not cause for replacement as long as no step
can be felt and there are no dents, scores, or definite
corrosion pits. Some cups will have a light gum or
surface corrosion deposit that can be removed by
lightly polishing
with abrasive webbing
(MIL-A-9962). Do not use a coarse abrasive and do
not remove the base material. After polishing the
bearing cup, you should thoroughly clean the bearing
cup and wheel bore to remove all deposits. Reinspect
the polished bearing cups for defects, and replace
them if necessary. Any obvious defects on bearing
cone and roller assemblies, including cracks in the
bearing retainer, are cause for replacement.
Figure 11-4.—Safe-core valve tool.
11-4