
however, certain repairs that can be effected in case of
Reassembly
valve malfunction. These include replacement of
Before reassembly, immerse all internal parts in
seals, as required, tube, shaft, springs, or even the body
filtered, clean hydraulic fluid. Parts are reassembled
in more serious cases.
while they are still wet. Reassembly is accomplished
Tests are not required on the individual valve parts.
in the reverse order of disassembly. Upon completion
After disassembly, cleaning, inspection, repair or
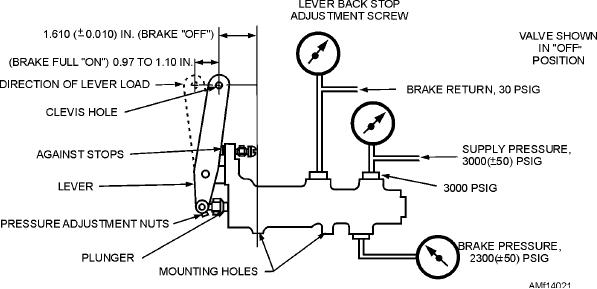
of reassembly, adjust the lever backstop adjustment
replacement, lubrication, and complete reassembly
screw to the dimensions indicated in figure 14-21.
have been accomplished, perform a bench test. This
test will determine whether the unit satisfies the
Testing
required minimum specifications.
Figure 14-21 shows the operational test setup used
Test the power/manual brake valves on a test bench
to accomplish the variety of tests required to verify that
before installation in the aircraft. The test bench must
the valve is ready for issue. A test stand capable of
be capable of supplying hydraulic fluid filtered
supplying hydraulic pressure from 0 to 4,500 psig
through a 3-micron filter at a maximum pressure of
pressure is required. Air is bled from the valve, and
2,250 psi. During the test the room temperature should
testing is conducted in accordance with the test
be 70 to 90F, and the fluid temperature 70 to 110F.
procedures table provided in the MIMs and/or 03
The bench test is divided into the manual section
manual. Tests include proof test, static pressure test,
and the power section. No particular sequence of
pressure drop test for internal leakage, and a complete
performance of bench test is required, except that the
operational test to verify power operation and
proof pressure test of a section must precede the
adjustment. A test troubleshooting table can be found
leakage test of that section. Bleed all air from the unit
in the "Intermediate Repair" section of most MIMs and
before it is tested.
03 manuals. Tables may be used to assist in isolating
causes for malfunctions that result from repair action.
Proof Pressure Test--Manual Section
After testing, fill the valve with preservative
hydraulic fluid and plug all ports. Lockwire the lever
For this test the valve shaft must be harnessed in
backstop adjustment screw, the plunger end cap, and
the midposition (1-inch plunger stroke), and the
the end plug in the manner recorded before
RETURN port must be plugged. Apply hydraulic
disassembly.
pressure of 2,250 psi to the BRAKE port. There should
be no evidence of external leakage, permanent
POWER/MANUAL BRAKE VALVE
distortion, failure, or malfunction of any part of the
valve.
There is no daily or routine maintenance required
PUMPING TEST.--To perform the pumping
on the power/manual brake valve other than a wipe
test, you should connect a reservoir to the RETURN
down of the exposed portion of the rod. There are,
Figure 14-21.--Operational test setup--power brake valve.
14-20