
must be heated from time to time during certain
operations to remove the undesirable effects of the
working.
While there are several cold-working processes,
the two with which you are principally concerned are
cold-rolling and cold-drawing. These processes give
the metals desirable qualities that cannot be obtained by
hot-working.
COLD-ROLLING.--Cold-rolling usually refers
to the working of metal at room temperature. In this
operation, the materials that have been hot-rolled to
approximate sizes are pickled to remove any scale, after
which they are passed through chilled finished rolls.
This action gives a smooth surface and also brings the
pieces to accurate dimensions. The principal forms of
cold-rolled stocks are sheets, bars, and rods.
COLD-DRAWING.--Cold-drawing is used in
making seamless tubing, wire, streamline tie rods, and
other forms of stock. Wire is made from hot-rolled rods
of various diameters. These rods are pickled in acid to
remove scale, dipped in lime water, and then dried in a
steam room, where they remain until ready for drawing.
The lime coating adhering to the metal serves as a
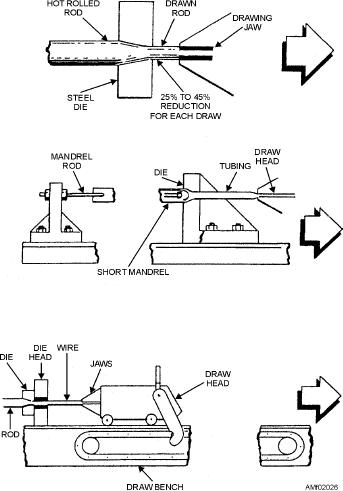
lubricant during the drawing operation. Figure 2-26
shows the drawing of rod, tubing, and wire.
Figure 2-26.--Cold drawing operation for rods, tubing, and
The size of the rod used for drawing depends upon
wire.
the diameter wanted in the finished wire. To reduce the
rod to the desired wire size, it is drawn cold through a
die. One end of the rod is filed or hammered to a point
Extruding
and slipped through the die opening, where it is gripped
by the jaws of the draw, then pulled through the die.
The extrusion process involves the forcing of metal
This series of operations is done by a mechanism
through an opening in a die, thus causing the metal to
known as the draw bench, as shown in figure 2-26.
take the shape of the die opening. Some metals such as
lead, tin, and aluminum may be extruded cold; but
To reduce the rod gradually to the desired size, it is
generally, metals are heated before the operation is
necessary to draw the wire through successively
begun.
smaller dies. Because each of these drawings reduces
the ductility of the wire, it must be annealed from time
The principal advantage of the extrusion process is
to time before further drawings can be accomplished.
in its flexibility. Aluminum, because of its workability
Although cold-working reduces the ductility, it
and other favorable properties, can be economically
increases the tensile strength of the wire enormously.
extruded to more intricate shapes and larger sizes than
is practicable with many other metals. Extruded shapes
In making seamless steel aircraft tubing, the tubing
are produced in very simple as well as extremely
is cold-drawn through a ring-shaped die with a mandrel
complex sections.
or metal bar inside the tubing to support it while the
drawing operations are being performed. This forces
A cylinder of aluminum, for instance, is heated to
the metal to flow between the die and the mandrel and
750F to 850F, and is then forced through the opening
affords a means of controlling the wall thickness and
of a die by a hydraulic ram. Many structural parts, such
the inside and outside diameters.
as stringers, are formed by the extrusion process.
2-25