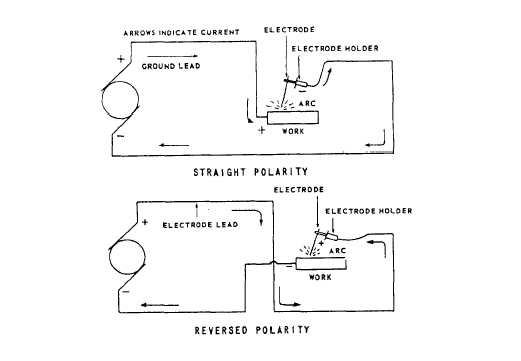
Figure 15-43.—Straight and reverse polarity in electric welding.
joined more easily with ac current, while others get
better results when dc current is used.
Welding Currents
With direct current the welding circuit may be either
dc straight polarity (DCSP) or dc reverse polarity
(DCRP). When the machine is set for straight polarity,
the flow of electrons is from the electrode to the plate,
which creates considerable heat in the plate. In reverse
polarity, the flow of electrons is from the plate to the
electrode, thus causing a greater concentration of heat
at the electrode. See figure 15-43. The intense heat at
the electrode tends to melt off the end of, the electrode
and may contaminate the weld. Hence, for any given
current, dc reverse polarity requires a larger diameter
electrode than dc straight polarity. For example, a
1/16-inch diameter tungsten electrode normally can
handle about 125 amperes in a straight polarity circuit.
However, if reverse polarity is used with this amount of
current, the tip of the electrode will melt off.
Consequently, a 1/4-inch diameter electrode will be
required to handle 125 amperes of welding current.
Polarity also affects the shape of the weld. Straight
polarity produces a narrow, deep weld, whereas reverse
polarity with its larger diameter electrode and lower
current forms a wide and shallow weld. Therefore, dc
straight polarity is used for welding most metals because
better welds are achieved. With the heat concentrated at
the plate, the welding process is more rapid, and there
is less distortion of the base metal.
Alternating current, high-frequency (ACHF)
welding is a combination of dc straight polarity and dc
reverse polarity. One half of the complete ac cycle is
DCSP and the other half is DCRP. Unfortunately,
oxides, scale, and moisture on the work piece often tend
to prevent the full flow of current in the reverse polarity
direction. If no current whatsoever flowed in the reverse
polarity direction during a welding operation, the partial
or complete stoppage of current flow would cause the
arc to be unstable and sometimes go out. To prevent this,
ac welding machines incorporate a high-frequency
current flow unit. The high-frequency current is able to
jump the gap between the electrode and the work piece,
piercing the oxide film and forming a path for the
welding current to flow.
15-31