Table 6-4.-Thread Lubricants
SYSTEM
LUBRICANT
Hydraulic
Specification MIL-H-5606
Fuel
Specification MIL-H-5606
Oil
Specification MIL-O-6032 or MIL-L-23699
Freon
Specification MIL-L-6085A
Pneumatic
Specification MIL-G-4343
Oxygen
Specification MIL-T-27730A
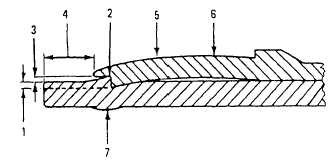
Figure 6-16.—Preset sleeve.
cannot be rotated with thumb and fingers. At this
point the cutting edge of the sleeve is gripping the
tube and preventing tube rotation; the fitting is ready
for the final tightening force needed to set the sleeve
on the tube. Tighten the nut to the number of turns
specified in Aviation Hose and Tube Manual,
NAVAIR 01-1A-20.
After presetting, unscrew the nut from the
presetting tool or flareless fitting body; check the
sleeve and tube (fig. 6-16). Sleeve cutting lip should
be imbedded into the tube’s outside diameter between
0.003 inch and 0.008 inch, depending on size and
tubing material. A lip of tube material will be raised
under the sleeve pilot. The sleeve pilot should contact
or be quite close to the outside diameter of tube. The
tube projection from the sleeve pilot to the tube end
should be as listed in table 6-5. The sleeve should be
bowed slightly. The sleeve may rotate on tube and
have a maximum lengthwise movement of 1/64 inch.
The sealing surface of the sleeve, which contacts the
Table 6-5.—Tube Projection From Sleeve Pilot
TUBE SIZE
*APPROXIMATE TUBE
PROJECTION-INCHES
2
7/64
3
7/64
4
7/64
5
5/32
6
11/64
8
3/16
10
13/64
12
7/32
16
15/64
20
1/4
24
1/4
32
9/32
*The figures vary upon change of wall
thickness for a given size. Do not use these
dimensions as an inspection standard but
rather as an approximation of proper tube
projection.
6-13