
deburred. If tube end appears satisfactory, without
depressing plunger, remove deburring tool from tube. If
tube end is not completely deburred, without
depressing plunger, push deburring tool back into the
tube and repeat all the steps.
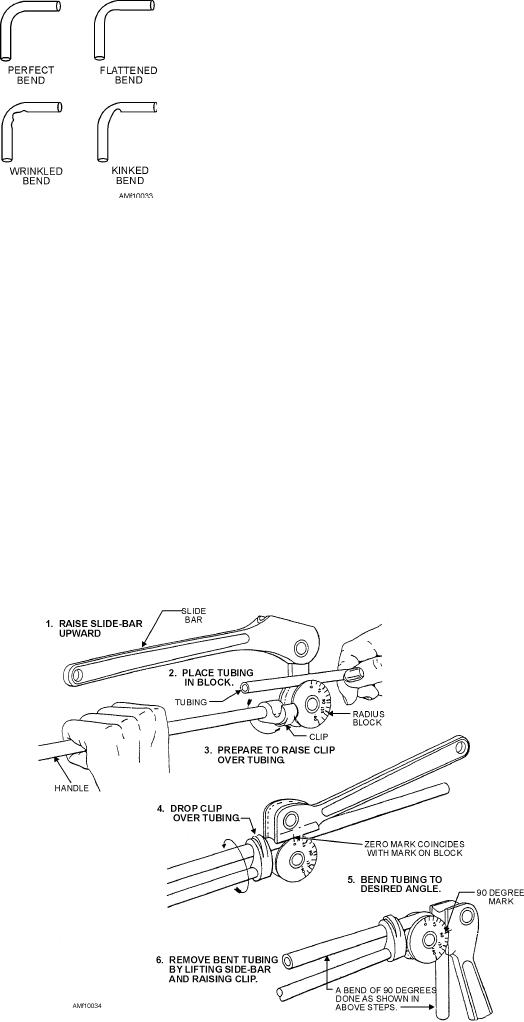
Tube Bending
The objective in tube bending is to obtain a smooth
bend without flattening the tube. Acceptable and
unacceptable bends are shown in figure 10-33. Tube
Figure 10-33.--Tubing bends.
bending is usually done by using a mechanical or
tube opening until cutter is about 1/8 inch from tube
hand-operated tube bender. In an emergency, soft,
end. If the plug fit is tight due to a large burr on ID of the
nonheat-treated aluminum tubing smaller than 1/4 inch
tube, slowly rotate the plunger end of tool while gently
in diameter may be bent by hand to form the desired
pushing tool into the tube end. Release plunger to allow
radius.
elastic plug to expand and seal tube opening to prevent
HAND TUBE BENDING.--The hand-operated
chips from entering. Hold tube end and rotate knurled
tube bender, shown in figure 10-34, consists of a
body of deburring tool in a clockwise direction while
handle, radius block, clip, and a slide bar. The handle
applying pressure to cutter. Continue rotating tool until
and slide bar are used as levers to provide the
resistance decreases, indicating all burrs have been
mechanical advantage necessary to bend tubing. The
removed from tube inside diameter (ID).
radius block is marked on degrees of bend ranging from
You should avoid excessive deburring, which can
0 to 180 degrees. The slide bar has a mark that is lined
cause too deep a chamfer on tube ID. The chamfer
up with the zero mark on the radius block. The tube is
should not exceed one-half wall thickness of tubing.
inserted in the tube bender, and after lining up the
Relax pressure and rotate deburring tool several times
marks, the slide bar is moved around until the mark on
to produce a smooth surface. Without depressing
the slide bar reaches the desired degree of bend on the
plunger, ease deburring tool from tube until the first
radius block. See figure 10-34 for the six procedural
bulge of elastic plug is exposed. Wipe off the tube end
steps in tube bending with the hand-operated tube
and plug. Check the tube end to see if it is completely
bender.
Figure 10-34.--Bending tubing with hand-operated tube bender.
10-31