
with the beginning and ending marks on the cutting
2. Condition of dimple. The dimple must be
edge of the bed.
checked for cracks or flaws that might be caused by
damaged or dirty dies, or by improper heating.
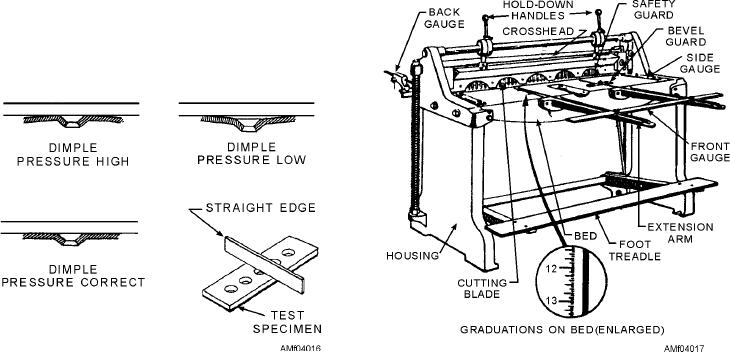
A hold-down mechanism is built into the front of
the movable cutting edge in the crosshead. Its purpose
3. Warpage of material. The amount of warpage
is to clamp the work firmly in place while the cut is
may be held to a minimum if the correct pressure
being made. This action is quickly and easily
setting is held. When dimpling a strip with too much
accomplished. The handle is rotated toward the
pressure, the strip tends to form a convex shape, as
operator and the hold-down lowers into place. A firm
shown in figure 4-16. When insufficient pressure is
downward pressure on the handle at this time should
used, it tends to form a concave shape. Warpage of
rotate the mechanism over center on its eccentric cam
material can be checked by using a straightedge.
and lock the hold-down in place. You should reverse the
4. General appearance. The dimple should be
action to release the work.
checked with the fastener that is to be used, making sure
Three distinctly different operations--cutting to a
it meets the flushness requirement. This is important
line, squaring, and multiple cutting to a specific
because the wrong type or size of die can sometimes be
size--may be accomplished on the squaring shears.
used by mistake.
When you are cutting to a line, place the beginning and
Squaring Shears
ending marks on the cutting edge and make the cut.
Squaring requires a sequence of several steps. First,
Squaring shears are used for cutting and squaring
square one end of the sheet with one side. Then square
sheet metal. See figure 4-17. They may be foot operated
the remaining edges, holding one squared end of the
or power operated. Squaring shears consist of a
sheet against the side guide and making the cut, one
stationary blade attached to a bed and a movable blade
edge at a time, until all edges have been squared.
attached to a crosshead. To make a cut, place the work
When several pieces are to be cut to the same
in the desired position on the bed of the machine. Then
dimensions, you should use the adjustable stop gauge.
use a downward stroke to move the blade.
This stop is located behind the bed cutting edges of the
Foot-powered squaring shears are equipped with a
blade and bed. The supporting rods for the stop gauge
spring that raises the blade when foot pressure is
are graduated in inches and fractions of an inch. The
removed from the treadle. A scale graduated in
gauge bar is rigged so that it may be set at any point on
fractions of an inch is scribed on the bed. Two side
the rods. With the gauge set at the desired distance from
guides, consisting of thick steel bars, are fixed to the
the cutting blade, push each piece to be cut against the
bed, one on the left and one on the right. Each is placed
stop. This procedure will allow you to cut all pieces to
so that its inboard edge creates a right angle with the
the same dimensions without measuring and marking
cutting edge of the bed. These bars are used to align the
each one separately.
metal when square corners are desired. When cuts other
than right angles are to be made across the width of a
piece of metal, the beginning and ending points of the
cut must be determined and marked in advance. Then
the work is carefully placed into position on the bed
Figure 4-16.--Checking dimple equipment air pressure.
Figure 4-17.--Squaring shears.
4-10