
The horizontal position is used when the line of the
weld runs horizontal across a piece of work, and the
torch is directed at the material in a horizontal or near
horizontal position. The weld is made from right to left
across the plate (for the right-hand welder). The flame
is inclined upward at an angle of 45 to 65, and the
weld is made with a normal forehand technique.
Adding the rod to the top of the puddle will prevent the
molten metal from sagging to the lower edge of the
bead. If the puddle is to have the greatest possible
cohesion, it should not be allowed to get too hot.
In a vertical weld, the pressure exerted by the torch
Figure 6-36.--Butt joints in light sections.
flame must be relied upon to a great extent to support
the puddle. It is important to keep the puddle from
The preparation of the metal for welding is
becoming too hot, and to prevent the hot metal from
governed by the form, thickness, kind of metal, the load
running out of the puddle onto the finished weld. It may
that the weld will be required to support, and the
be necessary to remove the flame from the puddle for
available means for preparing the edges to be joined.
an instant to prevent overheating, and then return it to
the puddle. Vertical welds are begun at the bottom, and
The five basic types of welded joints are the butt,
the puddle is carried upward with a forehand motion.
tee joints, lap, edge, and corner. (See fig. 6-35.)
The tip should be inclined from 45 to 60, the exact
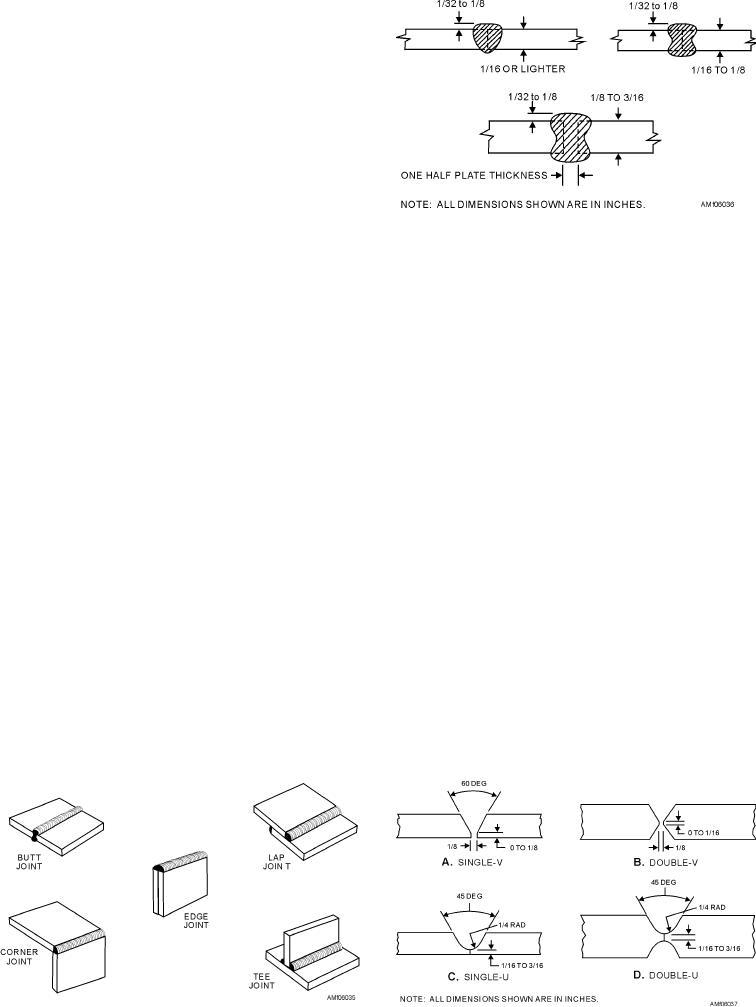
BUTT JOINTS.--A butt joint is made by placing
angle depending upon the desired balance between
two pieces of material edge to edge so there is no
correct penetration and control of the puddle. The rod is
overlapping, and then welding them together. Plain,
added from the top and in front of the flame with a
square butt joints used for butt welding thin sheet metal
normal forehand technique.
are shown in figure 6-36. Butt joints for thicker metals,
with several types of edge preparation, are shown in
Welded Joints
figure 6-37. These edges can be prepared by flame
cutting, shearing, flame grooving, machining, or
The properties of a welded joint depend partly on
grinding.
the correct preparation of the edges being welded. All
mill scale, rust, oxides, and other impurities must be
Plate thicknesses of 3/8 to 1/2 inch can be welded
removed from the joint edges or surfaces to prevent
by using the single-V or single-U joints, as shown in
their inclusion in the weld metal. You should prepare
views A and C of figure 6-37. The edges of heavier
the edges to permit fusion without excessive melting,
sections should be prepared as shown in views B and D
and you should take care to keep to a minimum the heat
of figure 6-37. The single-U groove is more satisfactory
loss due to radiation into the base metal from the weld.
and requires less filler metal than the single-V groove
A properly prepared joint will give a minimum of
when welding heavy sections and when welding in
expansion on heating and a minimum of contraction on
deep sections. The double-V groove joint requires
cooling.
approximately one-half the amount of filler metal used
Figure 6-35.--Types of welded joints.
Figure 6-37.--Butt joints in heavy sections.
6-26