
You should repack bearings with MIL-G-81322
You should perform the eddy current and dye
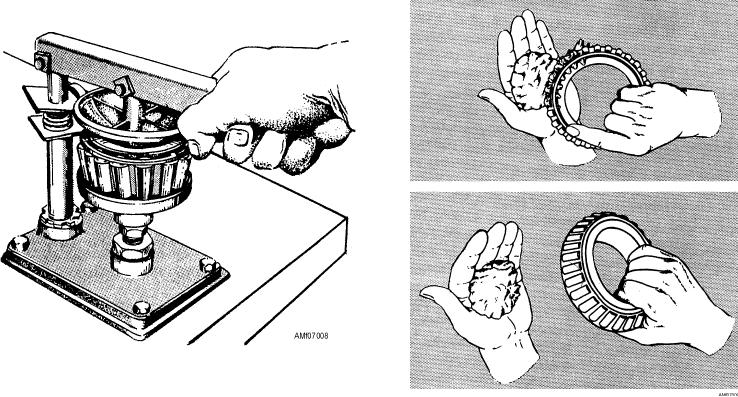
grease. Bearings may be repacked either with pressure
penetrant inspections for wheels listed in NAVAIR
equipment or by hand. See figures 7-8 and 7-9. The
04-10-1. Inspect all tie bolts for corrosion, elongation,
pressure method is recommended because it is easier,
bending, stripped threads, or deformed shanks. You
faster, and reduces the possibility of contamination.
should also perform a magnetic particle inspection for
The pressure method assures a more even distribution
cracks according to NAVAIR 01-1A-16. Any of the
of grease within the bearing.
listed defects is cause for rejection of the tie bolt.
Self-locking tie bolt nuts may be reused provided the
NOTE: You should ensure bearings are completely
nut cannot be turned onto the tie bolt by hand with the
dry before packing them with lubricant.
fingertight method prescribed in Structural Hardware,
You should also spread a thin layer of grease on the
NAVAIR 01-1A-8. On disc wheels, you should inspect
bearing cups. Inspect the grease retainers for evidence
brake keys or gears for wear and looseness in
of deterioration, contamination, or water saturation.
accordance with NA 04-10-1. Replace worn brake keys
You should replace them if necessary. Presoak the
and gears or reattach loose brake keys and gears in
retainers with VV-L-800 oil prior to installing them.
accordance with NA 04-10-1. Corrosion or rust on
brake keys and gears is common, and is not cause for
Refer to the NA 01-1A-503 manual for more
rejection.
detailed information on wheel bearing maintenance.
Bearing Maintenance
Corrosion and Physical Damage Blendout
You should remove and inspect the bearing cone
Limited and isolated corrosion and physical
and roller assemblies according to the applicable MIM.
damage should be blended. Wheel rims, outside ends of
Thoroughly clean the bearings, bearing cups, wheel
bearing hubs, nicks, gouges, and pock marks are not
bores, and grease retainers with P-D-680, type II,
considered significant unless the defect is deeper than
solvent to remove the grease, preservative compounds,
0.020 of an inch. The defect should not be blended out
and contamination.
unless there is active corrosion in the defect. However,
all burrs must be removed. Corrosion or other defects
NOTE: The organizational-level and inter-
should be blended out not to exceed a maximum of
mediate-level procedures for cleaning and inspecting
one-sixteenth of an inch. All damage must be removed
wheel bearings, retainers, cups, and cone and roller
within this allowance. The maximum depth of blendout
assemblies are the same.
for all other wheel areas is 0.010 of an inch.
Figure 7-8.--Pressure repacking of wheel bearings.
Figure 7-9.--Hand repacking of wheel bearings.
7-7