
manufacturer's manual for the allowable maximum
machine together with those of your supervisor until
clearance. When the maximum clearance is exceeded,
you are familiar with the details of grinding.
the valve guide will need further servicing before you
If the tip ends of the valve stems are rough, smooth
proceed with the rest of the valve job.
them by grinding lightly with a special attachment
Servicing procedures will depend on whether the
furnished with the valve refacing machine.
guide is of the integral or the replaceable type. If of the
Before the valve seats are serviced, the valve guides
integral type, it must be reamed to a larger size and a
must be serviced and replaced if necessary.
valve with an oversize stem installed. But if it is of the
VALVE GUIDE SERVICE.--Servicing of valve
replaceable type, it should be removed and a new guide
guides is an important, but often neglected, part of a
installed.
valve job. The guide must be clean and in good
Knurling of the valve guides has become more
condition before a good valve seat can be made. Wear
popular as a method of compensating for wear of the
of valve guides is generally the only trouble you will
valve guides. Knurling is accomplished by inserting a
encounter with them.
special tool in the worn guide attached to an electric
There are several satisfactory methods of checking
drill. This method is not recommended if the guide has
for valve guide wear. One procedure for flathead guide
been worn excessively or previously knurled.
service includes the use of a dial indicator. With the
Valve guides should be removed and replaced with
valve in place, turn the engine so the valve is moved off
special drivers. When working on a valve-in-head
its seat. Install the dial indicator on the block with
engine, you may use an arbor press to remove and
indicating button touching the edge of the valve head.
replace valve guides.
Move the valve sideways to determine the amount of
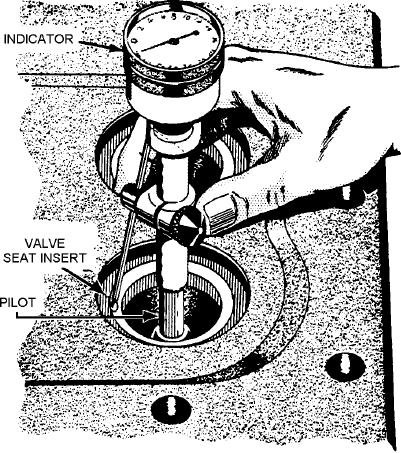
After the valve guides are serviced and the valve
wear. Another checking procedure involves the use of a
seats are ground, check the concentricity of the two
small hole gauge to measure the inside of the guide and
with a valve seat dial indicator (fig. 3-48). Any
a micrometer to measure the valve stem; the difference
irregularity in the seat will register on this dial.
in the readings will be the clearance. Check the
ASf03048
Figure 3-48.--Using a valve seat dial guage.
3-36