
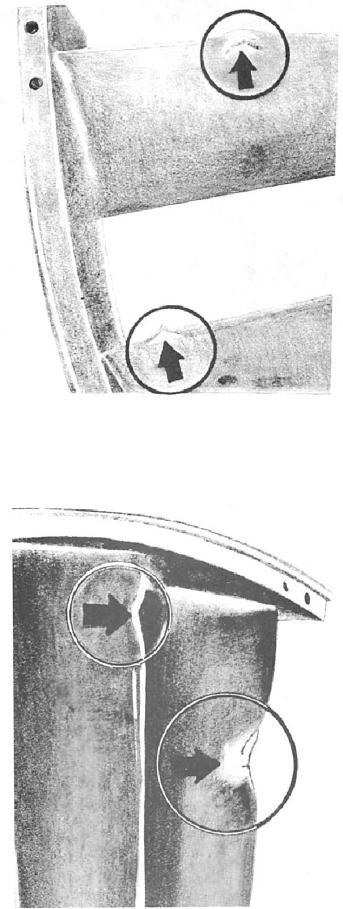
figures 10-6 and 10-7. Concave surfaces of rubber-
filled vanes may have allowable cracks extending
inward from the outer airfoil. These cracks are
allowable provided there is no suggestion of pieces
breaking away. Using a light and mirror, inspect
each guide vane trailing edge and vane body for
cracks and damage caused by foreign objects. Cracks
in the vane body are cause for rejecting the entire
weld.
COMBUSTION SECTION
REPAIRS
The combustion section can be removed,
repaired, or replaced in part or entirely depending on
the extent of damage encountered. The combustion
section consists of liners, support duct, outer and
inner case, and the first stage turbine nozzle
assembly. Most repairs to this section are
accomplished by welding or replacement of
components.
Combustion Chamber Liners
Inspect combustion chamber liners for cracks by
Figure 10-6.-Guide vane trailing edge before
using dye penetrant or the fluorescent penetrant
method of inspection. Cracks con-verging so that
metal could break loose or any loose, cracked, or
damaged swirl vanes are cause for rejecting a liner.
Remove liners having buckled areas in a weld seam.
Areas that have more than a three-sixteenths-inch
wave, which does not include the weld seam, require
removal from service. See figure 10-8.
Combustion chamber liners may be retained in
service with some flaws. For example, liners with
cracks less than 0.125 inch long starting from
combustion air holes (no more than three per sec-
tion) may remain in service. Liners with radial or
circumferential cracks less than 0.750 inch long
extending from or around the crossover tubes or
igniter plug bosses may also remain in service. You
may reuse combustion liners that are burned, except
when burned in the area identified in item 5 of figure
10-8. Rework cracked deflectors to remove the
cracked area by blending or cutting before reuse.
Burning of the cooling louver must not exceed two
tabs totally burned or a total area of two tabs per
liner.
Combustion Chamber Support
Figure 10-7.-Guide vane trailing edge after
Cracks in the combustion chamber support can
be repaired by inert-gas fusion welding.
10-10