
view B of figure 10-48. Tool marks other than those of
PERMASWAGE FITTING REPAIR.--The
annular tools (one ten-thousandth of an inch RMS) are
basic element of the Permaswage repair technique is
permitted on sealing surface. Damaged wrench pads
the Permaswage fitting, which is mechanically swaged
are repaired by removing minor scratches with a fine
onto the tube by a hydraulically operated tool.
file, leaving no file marks, as shown in view C of figure
Permaswage fittings are designed for use by all levels
10-48. Resurface the 37-degree sealing surface. A
of maintenance, and are available in various configura-
minimum distance of 1/16 inch (.063) should be
tions. Tube assembly repair using Permaswage fittings
maintained between the 37-degree sealing surface and
and techniques is considered permanent repair.
the start of the first thread (view E of fig. 10-48).
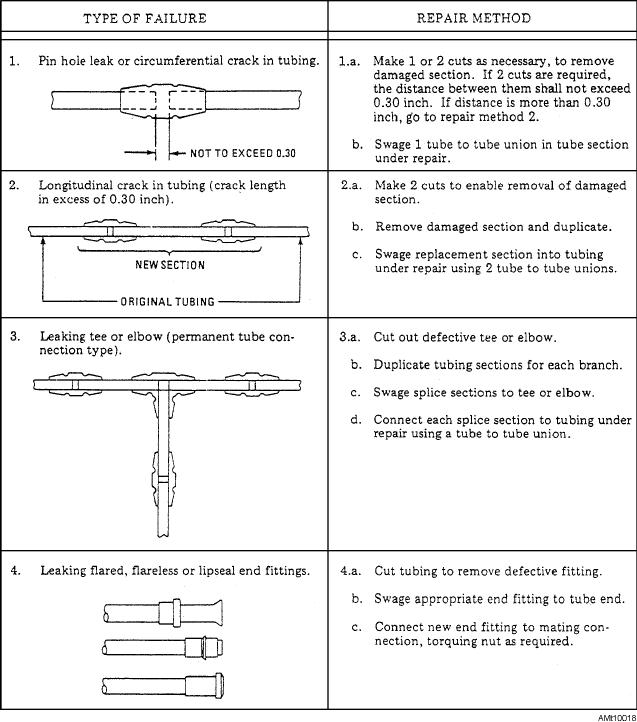
Four basic types of tube assembly failures lend
All reworked fittings should be inspected and
themselves to permanent repair using Permaswage
treated against corrosion. Reworked aluminum alloy
fittings and techniques. Each type of tube assembly
fittings should be anodized; however, uniform color of
failure and its recommended repair is described in table
reworked fittings after anodizing is not necessary.
10-18.
Table 10-18.--Tube Assembly Failures and Recommended Repair Methods
10-45